Modern distribution complexes, logistics corridors, and industrial supply hubs operate under unprecedented pressure. Supply chains require high throughput, vertical height optimization, and absolute safety structural stability. At Nanjing Ciho Racks Co., Ltd., we bridge the gap between traditional steel warehousing and highly dynamic automated material handling environments. As a leading manufacturer specializing in industrial structural racking, we engineer, produce, and inspect high-density warehouse storage systems that form the structural foundation of automated retrieval systems (AS/RS).
Our solutions provide the precise structural framework, deflection resistance, and dimensional tolerances required by automated crane rails, radio shuttle vehicles, and heavy-duty VNA lifters. By designing and manufacturing racking systems certified to rigorous CE marking requirements, we ensure your automated operations achieve maximum vertical storage capacity without structural compromise.
Automated storage configurations utilize heavy, fast-moving machinery operating at heights exceeding 20 meters. Structural deflection, weld failure, or manufacturing deviations of a few millimeters can cause mechanical jamming, system downtime, or catastrophic failure.
Our CE certified manufacturing process ensures compliance with European Standards (EN 15629, EN 15635, and FEM structural design codes). This guarantees that every rack design, upright profile, and load-bearing beam is built using structural steel grades with verified mechanical properties, subjected to rigorous non-destructive weld testing, and finished with protective epoxy coatings designed for long operational life cycle.
Explore our top-performing heavy-duty storage racks and vertical space optimization systems designed for integration with automated retrieve infrastructures.





Across the globe, industrial space is appreciating rapidly, and e-commerce distribution centers, cold storage chains, and high-volume pharmaceutical fulfillment facilities must scale operations horizontally and vertically. Conventional forklift-based material retrieval is constrained by travel time, labor availability, human error, and low height thresholds. Thus, automated storage systems have transitioned from luxury assets to standard configurations for scaling enterprises.
AS/RS solutions utilize high-speed stacker cranes, 4-way shuttle vehicles, or automated guided vehicles (AGVs) operating inside custom-built high-bay racking. This integration minimizes aisle widths and extends operating heights up to 40 meters. However, these systems impose extreme technical requirements on the rack manufacturing facility. The tolerances required for vertical rack column deflection, dynamic load distribution during rapid deceleration of heavy stackers, and structural levelness of guide rails are far more critical than for manual pallet configurations. Our engineering processes are tuned to address these dynamic parameters, ensuring high reliability under continuous operation.
Where physical structural integrity meets advanced digital automation: detailing our design methodology and hardware integration strategy.
Our technical roadmap focuses on the deployment of high-strength structural steel profiles, specifically Q235B and Q355B structural carbon steel. By optimizing the cold-formed thickness profile, we produce upright frames that offer high yield strengths while minimizing material weight. This enables lighter, stronger configurations capable of carrying high dynamic payloads.
Traditional pallet racking accepts variable alignments during manual loading. In contrast, automated crane systems require precise structural tracking. We achieve millimeter-level alignment tolerances by utilizing CNC punch presses and automated robotic welding cells. Our racking integrates directly with standard, VNA, and shuttle system hardware profiles.
The future of AS/RS racking includes real-time telemetry. Nanjing Ciho Racks is exploring the integration of fiber-optic sensor channels and strain gauges inside structural uprights. These smart nodes detect load shifts, trace localized seismic strains, and send warning signals directly to WCS systems before mechanical anomalies or structural failures occur.
Different operational environments present distinct physical stresses. Our structural systems are customized to match local environment profiles.
Operating in environments down to -30°C requires specialized metallurgy. Standard structural carbon steels become brittle at low temperatures, increasing structural failure risks. We utilize specific low-temperature high-grade steel alloys that maintain ductile characteristics under freezing pressures. Additionally, our automated racking profiles optimize cold air circulation, reducing cooling power costs.
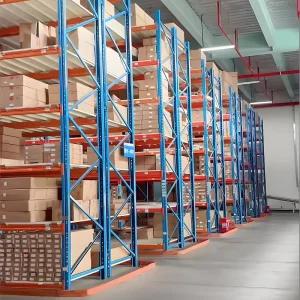
Large-scale e-commerce facilities handle fast picking cycles across multi-tier structures. Our mezzanine configurations and very narrow aisle (VNA) racking systems support high vertical configurations while maximizing floor utilization. This stability enables continuous operations during high-frequency picking and replenishing routines.
Chemical and pharmaceutical storage requires dust-proof, anti-corrosive, and highly secure racking. We provide clean-room standard automated vertical sorting structures and dust-proof shelving units. By utilizing heavy powder-coat treatments and epoxy finishes, our structures resist corrosion and prevent debris build-up, maintaining hygienic warehousing standards.
See how raw structural steel is fabricated into high-performance automated retrieval racking inside our manufacturing facility.











Nanjing represents a major industrial hub for the material handling industry in China. Being situated here allows Nanjing Ciho Racks Co., Ltd. to access a highly optimized industrial ecosystem, ranging from raw steel sourcing to advanced automated machinery manufacturing.
Our location ensures close proximity to major domestic steel plants. This allows us to source high-grade Q235B and Q355B structural steel under stable pricing structures, buffering clients from global raw material fluctuations. Furthermore, Nanjing's deep integration with regional logistics networks, highway corridors, and international shipping channels allows for efficient dispatching. We optimize the shipping layouts of structural columns, support frames, and beams to reduce ocean freight costs, ensuring timely project delivery across Europe, North America, Southeast Asia, and the Middle East.
We are a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
How we maintain structural reliability, quality execution, and reliable delivery for global engineering partners.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
We act as an engineering subcontractor for automated systems suppliers, general storage contractors, and automated logistics integrators. We design structural profiles that integrate with specialized machinery, crane guide systems, and shuttle rails.
By choosing us, you secure a reliable structural supply chain, enabling you to focus on control software, sensor networks, and mechanical optimization.
Additional high-capacity racking configurations, manual handling shelves, and structural components built to European engineering standards.




Read expert responses concerning safety standards, manufacturing tolerances, operational environments, and design specifications.