Engineered for maximum structural integrity, optimized storage densities, and rapid inventory access.





Nanjing Ciho Racks Co., Ltd. stands as a premier global developer, manufacturer, and supplier of advanced warehouse storage systems, heavy-duty industrial racking, and precision-engineered commercial retail supermarket shelving. By combining cutting-edge structural engineering with robust steel fabrication processes, we provide enterprise customers worldwide with storage environments optimized for high-density space utilization and continuous supply chain efficiency.
Our solutions cater directly to logistics centers, hypermarket distribution terminals, e-commerce fulfillment hubs, assembly plants, cold storage facilities, and high-velocity retail networks. By engineering each racking structure to strict global load-bearing and safety specifications, we guarantee operational longevity, absolute operator safety, and low total cost of ownership (TCO).
We pride ourselves on turning standard layouts into hyper-efficient storage architectures. Backed by automated robotic welding lines, computerized powder coating booths, and structural finite element analysis (FEA), we maintain a consistent reputation for structural excellence and zero-failure safety standards in every racking installation.
Strategic white paper exploring the impact of logistics convergence and automation on modern physical space optimization.
Modern commercial enterprises are undergoing a structural shift. The explosion of omnichannel logistics and micro-fulfillment demands that modern retail environments function simultaneously as consumer-facing spaces and micro-logistics hubs. "Dark stores" and large-scale Cash & Carry hypermarkets require hybrid shelving systems. The lower tiers must provide elegant visual merchandising for retail customers, while the upper tiers function as heavy-duty bulk pallet storage units capable of holding thousands of kilograms of stock.
At Nanjing Ciho Racks, we engineer products that handle these dual requirements. By cross-integrating warehouse pallet structures with gondola modular configurations, our designs ensure high aesthetics without compromising structural safety. The selection of cold-rolled steel, vertical column pitch dimensions, and base plate distribution is meticulously configured to protect consumers on the floor while optimizing vertical cubic space usage.
We source certified Q235B and Q345B carbon steel. Through precise roll forming, our profiles maintain optimal strength-to-weight ratios to resist structural fatigue.
Every dynamic upright frame and VNA (Very Narrow Aisle) configuration is engineered using structural finite element analysis to withstand region-specific seismic calculations.
Utilizing thermo-setting epoxy powder coatings cured at 200°C, our surfaces resist heavy mechanical impact, moisture, chemical corrosion, and daily warehouse wear.
B2B procurement programs require rigorous validation of safety and structural load limits. All products manufactured by Nanjing Ciho Racks comply with standard European design rules (FEM 10.2.02 for racking and shelving systems), American RMI standard MH16.1, and Australian Standard AS4084-2012. Our testing validates structural deflection under maximum load, beam-to-column connection stiffness (rotational stiffness), and overall frame buckling parameters. This meticulous focus ensures our clients receive reliable material storage infrastructure that meets stringent local health and safety audits.
Take a virtual walk through our advanced production facility where raw structural steel is transformed into high-durability racking configurations.











No two warehouse storage footprints or supermarket layout maps are identical. Nanjing Ciho Racks configures systems optimized for distinct ambient, operational, and throughput conditions:
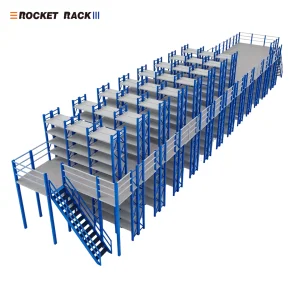
Fulfillment centers require highly selective access systems to maximize order picking paths. Our multi-tier mezzanine floors and selective carton flow systems double pick-face areas and improve throughput rates without expanding warehouse footprints.
Heavy raw metals, long profiles, and complex tubing cannot fit standard pallet bays. Our CE-certified Heavy-Duty Cantilever Racking systems offer unobstructed frontal loading, preventing long-load bending and simplifying crane access.
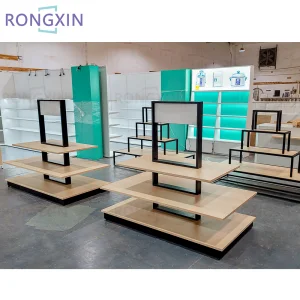
Customer experience depends on high visibility, modern aesthetics, and smooth accessibility. Our customized luxury black metal gondolas and wooden-accent display shelves offer heavy-duty structural capacities with clean commercial designs.
Exporting structural steel globally requires meticulous supply chain documentation, customs clearances, and field installation guidance. Nanjing Ciho Racks operates a specialized export division that coordinates container loading directly from our facilities. This ensures space-efficient nesting of racking profiles to reduce ocean freight rates.
We provide localized technical documentation, CAD assembly layouts, loading tables, and installation instructions for construction crews on site. For larger enterprise setups, we dispatch local engineers or offer remote visual engineering support to guide your project through strict structural and seismic certification audits.
Highly adjustable, visually striking commercial gondolas and light-to-medium utility racking lines.






As logistics technology evolves, storage systems must adapt to support smart warehouses and digital inventory practices. Nanjing Ciho Racks is actively developing next-generation structural architectures designed for modern technology integrations:
Through this technological focus, Nanjing Ciho Racks provides solutions that meet today's commercial needs while remaining adaptable for future automated logistics innovations.
Clear, professional answers to key technical questions from procurement directors and warehouse operations managers.


