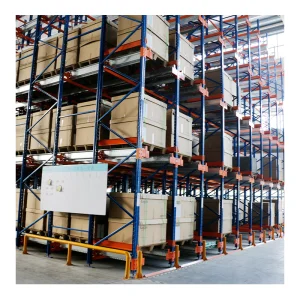
Engineered for maximizing warehouse height utilization and optimizing material handling efficiency.






Global supply chain networks face unprecedented challenges. Rising industrial land costs, hyper-accelerated SKU counts driven by e-commerce, and the critical need for rapid throughput have shifted the focus from simple horizontal square footage to volumetric storage density (cubic space utilization). Standard warehouse spaces are no longer measured solely by ground floor area, but by clear height capability.
Overhead storage, multi-tier mezzanine floors, and heavy-duty structural steel platforms allow organizations to double or even triple their usable operational footprint without pouring new concrete or relocating. By transferring slow-moving inventory, bulk packaging, or auxiliary processes to elevated elevations, the floor-level grid is freed up for high-velocity pick lines, robotic automated guided vehicles (AGVs), and critical assembly tasks.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Analyzing why sourcing structural systems from Nanjing, China provides global enterprises with unmatched economic and engineering value.
Proximity to localized, high-tensile structural steel mills (specifically Q235B and Q355B grade steels) ensures consistent batch-to-batch physical and chemical performance. Raw material traceability is critical to guaranteeing mechanical characteristics like yield strength and elongation limits.
By deploying high-speed robotic welding cells, continuous cold-roll forming profile lines, and computerized punch presses, China-based factories eliminate human error in beam and upright construction, achieving micron-level tolerances that ensure perfect fit during installation.
Industrial clusters in Nanjing offer deep vertical integration. Everything from hardware accessories (base plates, row spacers, safety pins) to surface finishes (corrosion-resistant epoxy-polyester powder coats) is manufactured within a single industrial ecosystem, dramatically lowering total unit costs.
For multinational corporations and large-scale distribution operators, safety compliance is non-negotiable. Overhead and industrial racking systems carry loads measured in thousands of kilograms directly above operational zones. Structural failure is not an option. Because of this, Nanjing Ciho Racks structures design principles around rigorous global engineering standards.
European Standards (FEM 10.2.02 & EN 15512): We engineer our racking lines to comply with European safety codes. This includes comprehensive testing for deflection parameters, frame buckling thresholds, dynamic beam shear limits, and load capacity factors.
American Standards (RMI MH16.1): Our engineering team conducts Finite Element Analysis (FEA) to simulate localized seismic events. For systems designated for the US market, structural details are tailored to satisfy RMI specifications, using cold-formed structural steel and heavy-gauge column uprights to counter accidental forklift impact.
Australian Standards (AS4084-2012): Steel storage racking located in the ANZ region requires strict compliance to AS4084. Our designs undergo precise structural verification testing, evaluating safety factors, connection rigidity, baseplate sizing, and floor anchoring stability.
How different warehouse layouts utilize specific industrial storage racking systems to resolve operational inefficiencies.
Automotive manufacturers utilize Heavy-Duty Cantilever Racks to organize long metal extrusions, steel profiles, and exhaust components, ensuring forklift operators can retrieve materials safely without bent beams or structural distortion.
E-commerce hubs rely on High-Efficiency Carton Flow Racks and multi-tier mezzanine floors to run dynamic gravity-fed sorting lines. This allows pickers to easily access high-velocity SKUs from the front face while replenishing stock from the back aisle.
In refrigerated and deep-freeze warehouses (-30°C), physical footprint space is exceptionally expensive. Pallet Flow Gravity Racks optimize storage density via a FIFO (First-In, First-Out) inventory strategy, reducing energy costs per pallet location.











The industrial storage industry is undergoing rapid technological disruption. Standard, passive racking structures are increasingly integrated into complex, digital logistics ecosystems. Key trends influencing global procurement strategies include:
1. Automated Storage & Retrieval Systems (AS/RS) Integration: Racking frames must now be engineered to handle high tolerances required by automated crane systems and high-speed shuttles. Standard deflection limits are becoming tighter to ensure smooth sensor alignments.
2. Eco-Friendly Structural Coating: Green manufacturing initiatives demand zero-emission processing. Powder coating lines now use electrostatic charging systems that recycle overspray and use lead-free, non-toxic epoxy pigments to satisfy global green building certifications like LEED.
3. High-Grade Steel Alloy Enhancements: The introduction of advanced micro-alloyed steel grades (like Q355B or Grade 50 steel) allows designers to minimize steel thickness without compromising structural load capability, lowering overall shipping weight and carbon footprints.
Our engineering division at Nanjing Ciho Racks leverages 3D SolidWorks and structural FEA software to simulate wind loads, seismic events, and asymmetric load distributions before fabrication. This ensures that every racking column and beam connector shipped meets your specific regional building safety guidelines.
Answers to common structural design and procurement questions from global logistics managers.
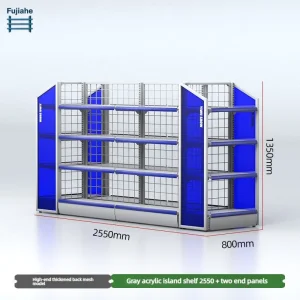
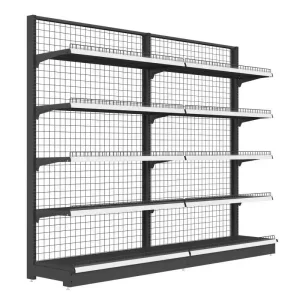
Premium structural equipment engineered for warehouses, distribution facilities, and retail environments.