Browse our top-tier catalog of custom-engineered heavy-duty storage arrays, automated warehouse racking configurations, and highly versatile commercial retail display systems.

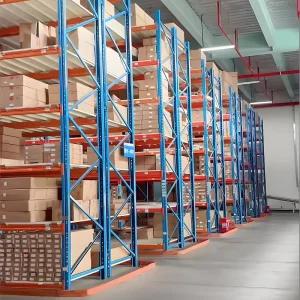






With land prices rising globally, warehouses are shifting from horizontal expansions to vertical high-density systems. Our overflow systems utilize every cubic meter, supporting structural columns up to 15+ meters for Very Narrow Aisle (VNA) forklifts and Automated Storage and Retrieval Systems (ASRS).
Global supply chains demand adaptable logistics hardware. Modern overflow shelves are modular and boltless, allowing quick height adjustments, lane reconfigurations, and fast teardowns to match changing SKU profiles and seasonal demands.
As procurement departments prioritize safety and compliance, structural integrity is key. Our engineering standards conform strictly to international codes, including Australian AS4084-2012, European EN standards, and American RMI specifications.
Global procurement teams in major distribution centers look at more than just unit prices. Managing risk and maximizing long-term ROI requires high safety standards, material traceabilty, and structural reliability.
Enterprise buyers require robust structural materials. Nanjing Ciho Racks builds its systems from high-strength certified structural steel (Q235B and Q355B), ensuring reliable performance under load. We trace our steel raw materials back to major state mills, confirming chemistry and load-bearing properties. Every batch undergoes strict tensile testing to eliminate manufacturing defects.
Standard shelf configurations rarely fit complex industrial setups. Sourcing professionals look for manufacturers capable of performing Finite Element Analysis (FEA), calculating warehouse floor-load ratings, and providing 3D CAD layout mockups before manufacturing. Nanjing Ciho delivers bespoke designs tailored to specific material handling equipment (MHE) and seismic conditions.
Nanjing Ciho combines automated welding cells, high-precision roll-forming systems, and advanced powder-coating lines to deliver high volume capacity, consistent quality, and competitive manufacturing cycles.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Dedicated design and development of warehouse racking systems with customizable capabilities for various industries.
Equipped with automated manufacturing setups and strict quality controls, with OEM & ODM services available.
Extensive international export experience, reliable after-sales support, and fast delivery timelines.
Every racking system we deliver follows a strict, quality-controlled production sequence, from raw material procurement to precision tooling and robot-assisted assembly.











Nanjing Ciho’s racking systems are engineered for diverse operating environments, from high-throughput retail logistics hubs to cold storage warehouses.
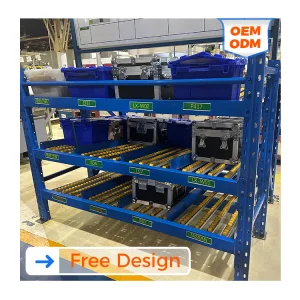
With high SKU counts and fast turnover rates, multi-tier platforms and carton flow racking allow rapid picking, sorting, and staging for high-volume orders.
Operating in sub-zero environments requires dynamic, high-density space usage. Our specialized structural steel components handle temperatures down to -30°C without becoming brittle.
Designed for heavy component storage, our heavy-duty pallet racks and cantilever systems keep parts easily accessible to manufacturing lines, improving assembly efficiency.
Find answers to technical questions about layout design, safety standards, material grades, and global shipping logistics.
View our range of specialized structural solutions, including heavy-duty warehouse mezzanines, gravity flow racks, and Australian Standard industrial shelving.