Engineered high-density structures, optimized for food and beverage warehousing, retail display, and heavy-duty logistics.






The global beverage market is experiencing rapid diversification and volume growth, driving demand for optimized, high-density display and warehouse storage systems. Ranging from microbreweries to multinational soft drink conglomerates, the ability to maximize storage density, ensure rapid SKU turnaround, and display stock attractively is essential to operational success.
In modern B2B logistics and retail environments, beverage display racks serve a dual function. In front-end retail, they must satisfy consumer psychology with high product visibility, ergonomic product presentation, and seamlessly integrated LED lighting. In back-end warehouses or walk-in cold rooms, they must resist continuous mechanical stress, high humidity, and sub-zero temperatures, while adhering to the strict First-In, First-Out (FIFO) inventory rotation system.
Heavy-duty structures, such as mezzanine storage units, and gravity flow racking are the backbones of modern distribution. These systems must support heavy loads, since a single shelf of bottled carbonated beverages, spirits, or dairy products can weigh between 200kg and 1,000kg. As retail spaces become more expensive, expanding vertically using robust multi-tier mezzanine steel platforms and highly optimized gondola units is no longer optional—it is a critical strategy for growth.
We source premium, certified Q235B and Q355B cold-rolled structural steel directly from state-owned mills. This ensures uniform yield strength, excellent weldability, and resistance to deformation under extreme structural loading. Every batch undergoes strict tensile testing before entering production lines.
By leveraging CNC automated punching, roll-forming, and high-precision robot welding machines (like OTC and Fanuc systems), our manufacturing tolerances are kept below 0.5mm. This guarantees consistent racking assembly, reliable load distribution, and structural integrity.
We use automated electrostatic powder coating lines. Racks undergo a 7-stage pre-treatment wash (including phosphate rust removal). This process creates a thick, chip-resistant epoxy-polyester coating (60–80 microns), providing long-term resistance to corrosion and moisture.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Direct factory control over manufacturing schedules, steel sourcing, and quality checks.
We configure racking layouts, load ratings, and dimensions based on your specific floor plans.
Continuous investment in robotic welding, precise rolling mills, and automated finish-curing lines.
We work with brand owners and design companies to develop proprietary storage designs.
Deep experience managing logistics, ocean freight, customs documentation, and providing post-delivery installation manuals.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Every step in our production line follows strict industrial guidelines, turning raw structural steel into high-precision, load-bearing racks.











In highly automated logistics hubs across North America and Europe, real estate costs demand maximum spatial utilization. Systems like Very Narrow Aisle (VNA) Pallet Racking and automated FIFO gravity flow systems are deployed to support continuous operations. These systems reduce labor requirements and minimize lift-truck travel distance by keeping palleted beverage stock automatically fed forward to picking faces.
Cold-room environments expose metal displays to humidity and condensation, which can lead to premature oxidation. Implementing double-sided metal gondolas with epoxy-polyester coatings helps prevent rust and paint peeling. These units feature customizable heights and integrated LED lighting, improving item visibility in low-light environments.
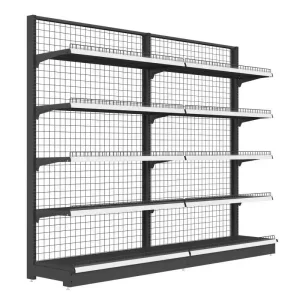
For supermarket layouts, double-sided gondola steel shelves provide the high load capacity required for bulk storage of carbonated water, juice cartons, and mineral waters. Designed to handle continuous restocking and customer traffic, their modular configurations allow for quick shelf adjustments to accommodate seasonal promotions.
Technical and logistics questions answered by our structural engineering and export compliance team.
Explore our heavy-duty steel warehouse racking configurations, built to secure and organize bulk beverage pallets and high-turnover retail goods.