Years Experience
Space Efficiency Gain
Countries Exported
Safety Audited
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
An engineering analysis of modern compact mobile racking systems (electrically driven mobile racking) manufactured and exported by Nanjing Ciho Racks Co., Ltd.
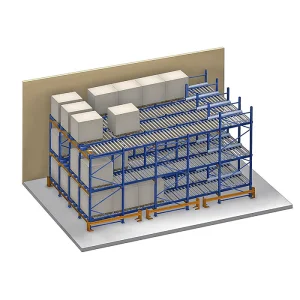
Compact mobile racking systems (also referred to as motorized mobile pallet racks) represent the pinnacle of high-density warehouse racking technology. Unlike conventional selective racking systems that require fixed aisles, mobile racking places shelves or pallet racks on heavy-duty guided bogies or mobile bases that roll along steel tracks embedded directly into the concrete floor. By eliminating all but one working aisle, a mobile racking system can increase warehouse storage capacity by up to 85% to 100% while maintaining 100% selectivity for every single pallet stored.
The technical roadmap for mobile racking relies on three core engineering divisions: mechanical structural integrity, electrical propulsion control, and integrated safety networks.
High-tensile steel rails (often Q355B or cold-drawn structural profiles) are embedded level with the warehouse floor. Flush rail designs prevent disruptions to forklift transit while providing precise tracking tolerances for loaded mobile bogies carrying up to 30 tons per bay.
Controlled by centralized Siemens, Omron, or Mitsubishi PLC architectures. Variable Frequency Drives (VFDs) enable soft start and soft stop control, preventing load shifting or dynamic oscillation on structural steel columns during acceleration.
Designed with safety-critical systems complying with EN 15095. Photoelectric safety curtains, laser scanners, mechanical safety bumpers, and interlocking emergency stop buttons automatically halt movement the millisecond an obstruction is detected.
Compact mobile racking is not a one-size-fits-all product. Different industrial environments demand specialized structural and electrical engineering considerations:
Cold Chain & Deep Freeze Storage (-30°C to -45°C): Cold storage facilities represent the highest operational cost per cubic meter. Compact mobile racking is the ideal solution, reducing cooled volume, limiting heat loss, and optimizing refrigeration efficiency. In these environments, structural steel components must resist low-temperature embrittlement (using impact-tested steel grades like Q355D or Q355E). Furthermore, electrical enclosures must feature integrated thermal heaters to prevent condensation, and gearboxes must utilize specialized low-temperature lubricants.
Pharmaceutical & Chemical Cleanrooms: Cleanliness, airflow, and hygiene are paramount. Nanjing Ciho Racks provides mobile racking systems featuring cleanroom-grade stainless steel rails or hot-dip galvanized finishes. System automation can be programmed to include "Ventilation Modes" during off-peak hours, spacing the mobile racking blocks evenly to allow continuous air circulation and prevent static zones or mold growth.
Automotive Parts & Heavy Machinery Logistics: Automotive sub-assemblies are characterized by extremely high densities and concentrated load points. Structural columns must be designed to withstand high torsional forces during mobile operations. Heavy-duty bracing systems, thicker baseplates, and dual-drive motor setups on each mobile chassis ensure maximum stability under load capacities exceeding 30,000 kg per carriage.
Why global logistics companies choose Nanjing Ciho Racks Co., Ltd. as their long-term supply chain partner.
Nanjing is the global epicentre of high-quality warehouse racking manufacturing. At Nanjing Ciho Racks, we leverage China's advanced industrial supply chain, utilizing state-of-the-art roll-forming machinery, automated robot welding cells, and eco-friendly electrostatic powder-coating lines to produce systems that meet the rigorous standards of international buyers.
Our raw material procurement is directly integrated with major domestic steel mills (such as Baosteel and Shagang Group). Every batch of Q235B and Q355B structural steel comes with mill test certificates (MTC) certifying chemical composition and mechanical properties. This ensures our mobile racking structures possess the exact yield strength, ultimate tensile strength, and elongation percentages required by international structural design codes.











Ensuring your warehouse storage solutions meet local regulations and deliver high ROI.
Industrial steel racking is a structural engineering project. The stability of mobile racking under dynamic movement is subject to strict regional building codes. Nanjing Ciho Racks engineers compute structure specifications using advanced finite element analysis (FEA) software. We design in compliance with international and localized standards, including:
Seismic design calculations (such as peak ground acceleration coefficients) are integrated directly into our structural rack layouts. We use heavy-duty floor baseplates, high-grade floor anchors, and cross-bracing configurations to ensure that the mobile carriages remain safe and secure, even in seismically active zones.
When selecting a compact mobile racking supplier, procurement teams must look beyond the initial purchase price. The Total Cost of Ownership (TCO) includes the rack hardware, freight, civil work (rail installation), electrical commissioning, and ongoing maintenance. By purchasing directly from a Chinese OEM exporter like Nanjing Ciho Racks, enterprises typically realize a 30% to 50% savings on structural steel manufacturing, allowing for more budget allocation toward high-grade automation control components.
Answers to common structural and electrical queries regarding compact mobile racking solutions.
Mobile racking requires highly precise floor levelling to ensure even wheel contact and prevent dynamic resistance. Floors should ideally conform to EN 15620 or FM2 specifications. Level tolerances must be within +/- 1mm over a 2-meter span. We supply adjustable rail embedding methods where the concrete is grooved, rails are leveled using adjustment bolts, and then non-shrink high-strength grout is poured to secure them.
Q235B steel has a yield strength of 235 MPa, which is ideal for standard warehouse heights and moderate payloads. Q355B has a yield strength of 355 MPa (similar to S355 steel in Europe). Q355B is selected for high-profile upright columns, high-bay installations (over 8 meters), and heavy pallet loads (exceeding 1,500 kg per pallet), as it allows for thinner steel profiles without compromising loading capacities, reducing dead weight on the mobile carriage.
Standard reach trucks, counterbalance forklifts, and VNA trucks can all be utilized. Since the mobile system creates a single working aisle at a time, you only need to ensure that the clear aisle width matches the turn radius of your existing forklift model. You do not need specialized material handling equipment, which dramatically lowers initial equipment acquisition costs.
Our systems incorporate a failsafe safety PLCs category 3 (PL d) architecture. A continuous photoelectric light curtain runs along the base of the entire racking face. Entering an active aisle breaks the light beam, instantly cutting power to the mobile drives. Additionally, each mobile base is outfitted with mechanical collision bumpers and emergency stop buttons on every carriage column.
In the event of a power failure, our systems support dual-mode emergency operations. We can integrate an auxiliary uninterruptible power supply (UPS) or a backup diesel generator connection. For manual overrides, the mobile bases can be configured with manual clutch releases, allowing the carriages to be moved using a standard forklift or mechanical leverage.
Depending on local land costs and warehouse heating/cooling utility expenses, the typical ROI ranges from 18 to 36 months. For cold storage facilities, the ROI is often under 18 months due to immediate energy consumption savings realized by cooling a smaller physical footprint.