Explore our top-tier selection of industrial steel storage platforms, heavy-duty racking units, and versatile supermarket gondola shelving engineered to maximize storage capacity and optimize logistics efficiency.
In the contemporary B2B retail sector, the line separating back-end fulfillment centers from front-end commercial display areas has largely dissolved. Modern hypermarkets, bulk warehouse clubs, and cash-and-carry stores operate under a dual-purpose footprint. These environments require display systems that function simultaneously as consumer-facing display shelves and heavy-duty structural warehouse racking. Balancing visual appeal with high load capacities is a critical operational parameter for procurement managers globally.
A single structural racking failure in a high-density hypermarket environment can cost an enterprise upwards of $500,000 in immediate inventory damage, operational downtime, and legal liability. Choosing a manufacturer that tests to RMI, AS4084, or FEM standards is not a cost-saving option; it is a fundamental risk mitigation requirement.
Understanding structural steel grades, precision engineering capabilities, and automated fabrication techniques is essential for hypermarket display procurement. Evaluating a factory goes beyond comparing price sheets. Buyers must evaluate the raw material sourcing, robotic welding tolerances, and powder coat longevity to guarantee safe, long-term operations.
Global retail chains and commercial warehouse operators face distinct challenges during the procurement cycle. Selecting the right supply partner determines the baseline profitability and layout flexibility of new locations. The core operational priorities focus on three distinct areas:
Racking systems must support heavy loads, often with dynamic forces from forklifts and pallet jacks. Manufacturers must provide verified finite element analysis (FEA) reports alongside structural safety certificates for compliance.
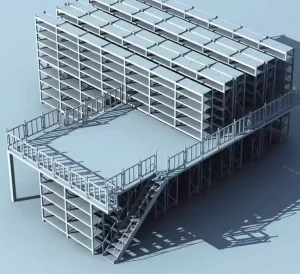
Standard shelf sizes often lead to wasted floor space in custom retail footprints. Suppliers need robust OEM/ODM engineering support to build bespoke setups, like Very Narrow Aisle (VNA) or multi-level mezzanines.
Retail expansion plans require precise construction schedules. A delay in steel fabrication can delay grand openings, costing tens of thousands of dollars in daily lost revenue.
To mitigate these risks, leading hypermarket suppliers use advanced, vertically integrated manufacturing. Utilizing high-efficiency roll forming, automated structural welding, and multi-stage powder coat paint lines helps ensure structural integrity and consistent lead times.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Nanjing Ciho Racks operates a highly automated production facility, ensuring consistency and safety for every batch of structural steel components. Below is an overview of our core manufacturing and quality control steps:











Hypermarkets operate in high-traffic commercial zones. Unlike restricted industrial warehouses, customer-accessible areas require racking systems designed to withstand accidental impacts, seismic activity, and load fluctuations without compromising structural stability.
Hypermarket designs are shifting towards tech-enabled display and storage solutions. The adoption of omnichannel fulfillment and automated inventory tracking has accelerated the integration of smart warehousing technology directly into retail storefronts:
Embedding RFID sensors and tracking tags into smart storage racks gives logistics systems real-time visibility into inventory levels. Automated racks track stock counts on the floor, helping prevent stockouts and streamlining replenishments.
Carton flow systems use inclined roller tracks to feed inventory forward automatically under gravity. Utilizing the first-in, first-out (FIFO) principle, carton flow keeps high-rotation goods at the front of the display shelf, reducing restock labor costs.
With growing demand for fresh and frozen foods, hypermarkets require racking that handles sub-zero temperatures. Hot-dip galvanized or specialized powder-coated finishes resist rust and maintain structural integrity in high-moisture cold rooms.
Answers to common B2B technical queries regarding structural engineering, material choices, custom lead times, and global shipping compliance.
Optimize your logistics footprint with our range of heavy-duty industrial storage, adjustable grocery displays, and high-density narrow-aisle racking systems.