Explore our foundational range of heavy-duty industrial shelving, warehouse pallet systems, and automated retail display stands engineered to optimize facility throughput and safety.





An in-depth analysis of critical engineering factors, global logistics requirements, and procurement strategies for high-performance heavy-duty storage racks.
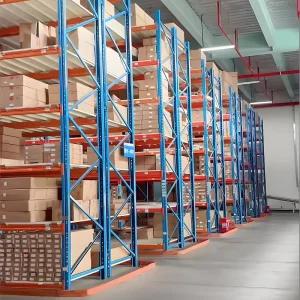
Modern supply chains demand unprecedented speed, accuracy, and space utilization. Across global logistics hubs, distribution centers, and manufacturing floors, the reliance on high-density storage systems is rising rapidly. Industry trends indicate that automated retrieval integration, seismic design capabilities, and high structural load capacities are no longer optional—they are essential components of site safety and business continuity.
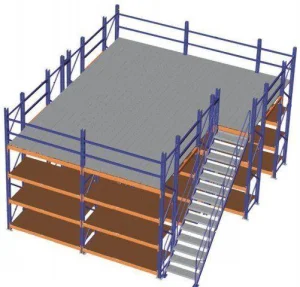
As urban real estate values escalate, companies must expand vertically. This transition requires heavy-duty pallet racking and multi-level mezzanine systems capable of handling uniform distributed loads (UDL) starting from 1,000 kg up to over 4,000 kg per bay. Sourcing these structures from qualified, certified manufacturers ensures that facilities achieve optimal storage density while reducing the risk of catastrophic collapses.
When selecting a top-tier racking supplier, engineers and procurement managers must evaluate several technical criteria to ensure safety and longevity under strenuous conditions:
Top-tier factories use structural carbon steel, typically grades Q235B or Q355B (equivalent to ASTM A36 or S355JR). The yield strength and tensile integrity of these materials determine the rack's resistance to deflection and fatigue under maximum loading cycles.
Electrostatic powder coating protects against moisture, chemical exposure, and abrasion. Certified systems must undergo salt spray testing to verify corrosion resistance in unconditioned warehouse environments.
RMI (Rack Manufacturers Institute) and FEM guidelines require safe load-bearing limits. Heavy load racks must maintain a minimum structural safety factor (commonly 1.5 to 1.8) to withstand accidental impacts from forklifts.
A trusted global manufacturer specializing in industrial storage solutions, engineering innovation, and supply chain excellence.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Direct factory access eliminates intermediate trade costs, giving you competitive pricing on robust warehouse racking systems.
We provide bespoke engineering services to match warehouse height, forklift requirements, and localized seismic codes.
Using high-precision automated rolling lines, robot welding, and automated powder coating systems to guarantee consistent product quality.
Comprehensive design and private-label options are available to support global racking brands and distribution networks.
Fast logistics turnaround, container loading optimization, and dedicated post-installation technical assistance.
Experienced in shipping internationally, ensuring our racking systems meet European, American, and Asian import standards.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
A step-by-step preview of our manufacturing process, displaying how high-grade steel is processed into heavy-duty storage racking systems.

Heavy-gauge coil steel sourced from reputable domestic mills is verified for load capacity and chemistry.

Roll-forming lines profile the metal sheet into precise, load-bearing vertical columns and horizontal beams.

CNC cutting stations segment the upright frames and load beams into specified operational lengths.

Structural components, including baseplates and beam connectors, are fused using high-strength gas metal arc welding.

Automatic electrostatic spray guns coat the surfaces with architectural-grade epoxy-polyester powder.

Curing ovens bake the powder coating to form a durable, impact-resistant protective barrier.

Dimensional accuracy is checked before items are wrapped and secured to prevent damage during shipping.

Finished products are stored in our shipping facility for loading and distribution.
Highlighting the machinery that guarantees high precision and structural consistency across our product lines.

Heavy-duty roll-forming system designed to process structural profiles with high dimensional accuracy.

Automated robotic arm setup delivers clean, uniform structural welds for load connection points.

Precision CNC folding and bending machinery shapes custom brackets, beam ends, and support hardware.
How varying industries utilize high-load racking to optimize space, minimize product damage, and ensure workplace safety.
In high-velocity fulfillment facilities, heavy load racks serve as the structural backbone for cranes, shuttle systems, and automated guided vehicles (AGVs). These installations require extremely tight tolerances to prevent mechanical interference. Integrating precision-formed upright columns with automated vertical storage reduces human pick times while maximizing warehouse storage density.
Cold storage space is expensive to operate. Heavy-duty mobile pallet racking and drive-in systems are used to minimize footprint and retain conditioned air. The steel and coatings used in these installations must withstand sub-zero temperatures (down to -30°C) without losing ductility or developing structural stress fractures over time.
Manufacturing facilities storing heavy sheet metal, engine blocks, and tooling jigs require heavy-duty cantilever racks and wide-span pallet shelving. In these scenarios, structural safety factors must account for both static load capacities and dynamic stresses introduced by overhead cranes and forklift operations.
Why global procurement specialists source their heavy-duty storage structures from Chinese industrial clusters.
The manufacturing ecosystem in China offers unique advantages for large-scale warehouse development projects:
Evolving technologies in materials science, digital design, and green manufacturing within the racking industry.
Global companies are prioritizing environmental sustainability. Leading manufacturers are shifting to zero-VOC powder coatings, recycling metal scrap, and optimizing steel usage through advanced finite element analysis (FEA) to reduce carbon footprints without compromising structural integrity.
The integration of IoT sensors within racking uprights is a developing trend. These sensors monitor load changes, structural strain, and forklift impact, sending real-time alerts to maintenance teams to prevent potential failures and simplify compliance inspections.
New zinc-alloy and thermal diffusion coatings are being introduced to enhance rust protection. These treatments enable carbon steel racking systems to endure harsh outdoor industrial environments for decades without needing hot-dip galvanization.
Key regulatory frameworks that assure the structural safety of industrial heavy-load storage configurations.
Sourcing racking systems internationally requires compliance with local safety and building regulations. A reputable factory must demonstrate compliance with the following regional frameworks:
These codes govern structural design calculations, tolerances, and testing protocols for selective pallet racking systems in European markets.
The Rack Manufacturers Institute standard defines structural design, testing, and operational safety criteria for industrial steel storage racks in the US.
Racking designs must accommodate local seismic risk factors. Specialized software calculates dynamic soil and building response parameters to ensure stability during earthquakes.
Get answers to common technical, design, and sourcing questions about heavy-duty storage systems.
To determine the correct load capacity, calculate the maximum weight of your heaviest palletized load, including the pallet itself. Ensure the racking beam pair is rated for this maximum weight as a Uniform Distributed Load (UDL). Additionally, factor in a safety margin (typically 1.5 to 1.8) to protect the structure against dynamic forces during forklift loading and unloading.
Roll-formed racking is fabricated from thin sheets of cold-rolled coil steel shaped into C-channels with drop-in connector connections, offering a cost-effective and flexible solution. Structural steel racking is manufactured from hot-rolled channel steel with bolted connections, providing superior resistance to forklift impacts and higher load-bearing capabilities.
Yes, custom-designed racking systems can be engineered to comply with local seismic criteria. Structural engineers use localized acceleration parameters, soil categories, and seismic zone maps to design the upright profiles, baseplates, and concrete anchoring details accordingly.
The surface finish is critical to protecting the steel from rust and wear. A high-quality electrostatic powder coating offers excellent protection for standard dry warehouses. For high-humidity, cold storage, or outdoor environments, hot-dip galvanized finishes or specialized zinc-alloy treatments are recommended to prevent rust.
Explore our high-performance automated VNA racking, heavy-duty pallet systems, longspan shelving, and customized commercial storage solutions.