Addressing structural integration, spatial optimization, and global logistics efficiency with state-of-the-art custom industrial systems.
In the era of hyper-automated logistics, global e-commerce explosion, and lean supply chain models, the demands placed on material handling systems have shifted dramatically. Warehouses and distribution hubs are no longer mere holding grounds; they are highly dynamic sorting facilities that require precision-engineered storage structures. The term "Custom OEM Bulk Bins" has evolved beyond simple containers to encompass the structural racks, flow beds, and heavy-duty storage configurations designed to hold and process bulk goods efficiently.
As a leading authority in industrial racking systems, Nanjing Ciho Racks Co., Ltd. specializes in the custom manufacturing and development of large-scale bulk storage frames, automated rack structures, and custom-designed racking systems. This whitepaper details how specialized engineering, strict adherence to international safety standards, and tailored OEM methodologies turn passive storage structures into active efficiency-drivers.
"Cube utilization efficiency, structural deflection tolerances, and seismic safety profiles are the three pillars of modern heavy-duty industrial storage design. Proper structural integration yields up to 40% reduction in spatial overhead."
By utilizing cold-rolled steel, robotic welding procedures, and computerized FEM (Finite Element Method) analysis, modern manufacturing plants produce warehousing systems that minimize spatial footprint while optimizing structural safety, load-bearing capacities, and compatibility with AS/RS systems.
The macro-economic shift towards automation and sustainability has fundamentally redefined structural design requirements for bulk logistics storage. Globally, industries are converting traditional warehouses into high-density storage zones. In North America and Western Europe, stringent labor safety regulations and rising land costs demand maximizing vertical storage space. In South America and the APAC region, the rapid development of infrastructure and cold-chain distribution networks requires highly resilient, rust-proof, and earthquake-resistant racking setups.
All structural builds conform to major international specifications including the Rack Manufacturers Institute (RMI) standard in the United States and the FEM 10.2.02 European racking code, guaranteeing safety during seismic events.
Engineered to handle extreme thermal variance (-40°C to +40°C), our products are treated with protective layers to resist low-temperature condensation and premature oxidation.
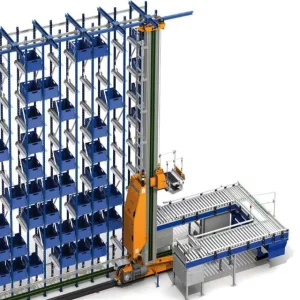
Designed specifically to interface with robotic pickers, automated guided vehicles (AGVs), and stacker cranes inside Automated Storage and Retrieval Systems (AS/RS).
Furthermore, the global focus on green supply chains has pushed manufacturers to use lead-free epoxy powder coatings and recyclable high-strength carbon steels. Choosing a custom industrial manufacturer allows organizations to create tailor-made configurations optimized for the exact physical properties of their goods, which reduces structural damage and improves warehouse space efficiency.
While off-the-shelf racking may satisfy standard storage demands, customized bulk solutions are crucial for operations that run at scale. Custom structural engineering ensures that heavy duty pallet racks, gravity flows, and cantilever arms are built to handle uneven weight distributions, heavy load points, and unique warehouse configurations.
At Nanjing Ciho Racks Co., Ltd., our OEM and ODM engineering divisions use advanced structural simulation systems to model real-world stress conditions. Before a single steel coil is roll-formed, we evaluate factors like:
Custom Racking Yield Analysis:
Standard racking configurations often experience failure at joint intersections when subjected to non-standard bulk loading. Custom designs include gussets, thicker baseplates, and reinforced beam connection pins to distribute stress evenly across the structure.
Inside our ISO 9001-certified factory: How premium grade steel is transformed into high-performance industrial storage systems.











The industrial storage industry is undergoing rapid technological progress. Future storage systems will focus on three key directions:
Future structural racking systems will feature embedded strain sensors that measure dynamic load weights and warn warehouse managers of dangerous structural stress or load imbalances.
Innovations in nano-coatings and self-healing electrostatic powders are improving corrosion and rust protection, which is particularly beneficial for high-humidity and chemical storage applications.
Using boltless connectors and modular bracing designs, modern warehouses can quickly reconfigure their layout to adapt to changing inventory profiles without purchasing new structures.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
"To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world."