Explore our elite range of structural storage racks, heavy-duty adjustable shelving, and automated storage solutions.
Years Experience
Exporting Countries
Max Load per Shelf
OEM / ODM Customization
The critical infrastructure supporting modern global logistics networks, hyper-scale e-commerce, and high-density material handling.
In the contemporary globalized economy, the physical footprint of warehousing, manufacturing, and distribution logistics is undergoing a profound paradigm shift. As urban land valuations surge and the demand for rapid order fulfillment escalates, the global market for industrial storage solutions—primarily adjustable shelving systems and heavy-duty pallet racking—is experiencing unprecedented structural growth. No longer viewed as passive steel assemblies, modern shelving systems serve as the critical spatial foundation for complex supply chains, directly impacting operational velocity, warehouse safety, and overall throughput efficiency.
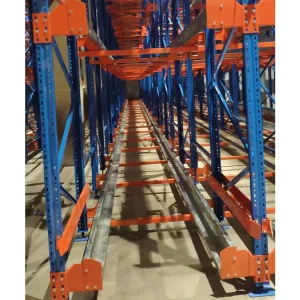
From the bustling logistics corridors of North America and Europe to the high-density distribution nodes in the Asia-Pacific region, adjustable storage configurations are central to optimizing volumetric space utilization. Multi-level mezzanines, Selective Pallet Racks, and Very Narrow Aisle (VNA) configurations are being deployed to exploit vertical warehouse clearances that frequently exceed 12 meters. In this demanding commercial environment, the flexibility of shelving configurations is paramount. The integration of modular components allows supply chain operators to rapidly recalibrate rack alignments in response to changing product geometry, SKU proliferation, and varying operational demands.
Several macro-economic and technical forces are driving the integration of adjustable steel shelving systems across various industrial verticals:
Adapting to automated systems, eco-friendly metallurgy, and highly flexible modular designs.
Modern adjustable shelving is increasingly designed to integrate with automated storage and retrieval systems (AS/RS). Our high-precision racking ensures compatibility with shuttle systems, dynamic vertical lifts, and robotic pickers, minimizing structural deviations for reliable autonomous navigation.
Environmental regulations and corporate ESG mandates are driving the demand for sustainable raw materials. As a leading manufacturer, we source low-carbon, high-tensile steel, offering optimized load-to-weight ratios that reduce raw material consumption while maintaining exceptional durability.
Operational flexibility requires dynamic, tool-free adjustment. Advanced rivet and boltless connection mechanisms allow warehouse managers to adjust shelf heights in seconds, adapting to varying stock sizes and reducing labor overhead during facility reconfigurations.
A premier global manufacturer specializing in state-of-the-art warehouse storage systems and heavy-duty industrial racking.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world. We believe that space optimization is the key to unlocking hidden supply chain profitability.
A step-by-step look at our state-of-the-art production facilities, strict quality control, and advanced machinery.











Engineered spatial systems customized for cold chains, high-velocity distribution centers, and hazardous material storage.
Temperature-controlled distribution centers present some of the most challenging environments for industrial steel racking. Sub-zero temperatures can induce steel brittleness and compromise structural integrity, while moisture condensation during temperature transitions accelerates oxidation. To combat these challenges, Nanjing Ciho Racks designs systems utilizing high-grade structural alloys treated with specialized outdoor polyester powder coatings or hot-dip galvanization (HDG). These treatments prevent rust, corrosion, and structural failure down to -30°C. Additionally, our high-density Drive-In and Mobile Shuttle racking configurations maximize storage volume, significantly reducing the energy required to cool underutilized warehouse space.
E-commerce warehouses require speed, accuracy, and high storage density. To meet these needs, multi-tier steel mezzanine platforms and boltless rivet shelving systems are used to split warehouse clearance into multiple working levels. This effectively doubles or triples the pickable floor area without altering the building’s external footprint. Our boltless shelving systems are engineered for fast assembly, allowing rapid shelf-height adjustments to accommodate changing product packaging and SKU sizes. Integrating carton-flow tracks into these shelving networks enables gravity-fed FIFO (First-In, First-Out) operations, optimizing order fulfillment speeds for e-commerce pick-pack-ship operations.
For operations storing long, bulky, or awkwardly shaped inventory—such as steel bars, aluminum profiles, heavy pipes, and timber—standard pallet racking is insufficient. Our custom OEM Cantilever Racking Systems feature robust load-bearing columns and customizable arms, eliminating front upright obstructions to facilitate easier forklift access. The load capacities of our cantilever arms can exceed 1,500kg per arm, backed by structural calculations and finite element analysis (FEA). This ensures compliance with local safety standards, including ANSI/RMI and FEM guidelines.
Driving intelligence, digital twins, and load monitoring into the next generation of industrial storage.
The industrial storage industry is shifting from static steel racks to dynamic, intelligent components integrated into the broader digital supply chain. At Nanjing Ciho Racks, we are monitoring this evolution and proactively developing technologies to align our products with next-generation smart warehousing. Our technology roadmap focuses on three main developments:
By embedding strain gauges, piezoelectric sensors, and IoT-enabled transmitters into structural horizontal beams, we are developing smart racking systems capable of monitoring real-time load distribution. These sensors alert operators if a rack is overloaded or off-balance, helping prevent catastrophic collapse. This real-time feedback loop provides warehouse managers with data to optimize load placement and improve safety compliance.
Before fabrication begins, our engineering team uses Finite Element Analysis (FEA) to create virtual models of the customer's warehouse layout. By simulating seismic stresses, dynamic load distributions, and high-frequency forklift impacts, we optimize rack geometry to maximize strength while reducing unnecessary material usage. This digital twin approach ensures that custom-designed OEM shelving is pre-configured and tested for site-specific conditions, reducing installation issues and ensuring long-term structural reliability.
Our surface finishing lines are upgrading to low-emission, non-toxic electrostatic powder coating systems. This technique ensures high paint adhesion, uniform thickness, and superior resistance to chemical and mechanical wear, all while eliminating volatile organic compounds (VOCs). This aligns our production processes with global environmental standards, helping clients meet green building certifications like LEED.
Technical and logistical insights from Nanjing Ciho Racks Co., Ltd. for purchasing directors and structural engineers.
Select from our heavy-duty steel platforms, double-deep racking, and automated logistics systems.