Engineered for durability, spatial efficiency, and seamless logistics integration.
Modern supply chain architecture requires seamless synchronization between warehouse storage systems and retail Point of Purchase (POP) display setups. Today's global brands do not simply buy shelving; they source highly flexible retail-ready logistics platforms. In the competitive hypermarket and distribution sectors, Point of Purchase Displays serve as critical hubs of active commerce. A robust POP system directly affects product visibility, warehouse handling speeds, and conversion rates at the retail level.
China's top display and racking factories, spearheaded by industry-recognized manufacturers like Nanjing Ciho Racks Co., Ltd., have transitioned from traditional metallurgy to high-precision engineering. By combining high-grade raw steel processing with robotic fabrication and automated finishing lines, these production hubs ensure that retail systems—such as customizable double-sided display cabinets, convenience store shelves, and heavy-duty gondolas—are structural, safety-compliant, and aesthetically designed to drive conversions.
Compliance with global engineering standards (such as EN 15512, RMI, and FEM) guarantees load capacities exceed nominal limits for public-facing store environments.
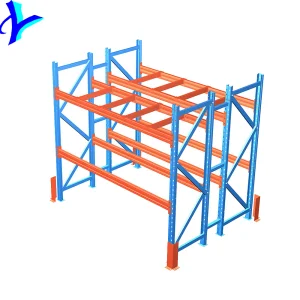
Utilizing high-tensile Q235B and Q355B structural steel to minimize dead weight while maximizing carrying capacity for dense retail display goods.
Configurable shelving configurations, gravity-fed product systems, and dual-sided structures to align with dynamic store layout changes.
Multi-national enterprises face major challenges when coordinating the procurement of retail fixtures and warehouse pallet racking. Balancing cost-efficiency with durability demands a strategic approach to factory selection. Leading procurement teams prioritize structural longevity, design flexibility, and surface finish durability. Point of Purchase displays must withstand high-volume public interaction, continuous restocking cycles, and occasional impact without showing wear or structural degradation.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage and display solutions for customers around the world.
Take a visual tour of our production facilities, highlighting the advanced machinery that ensures consistent quality.











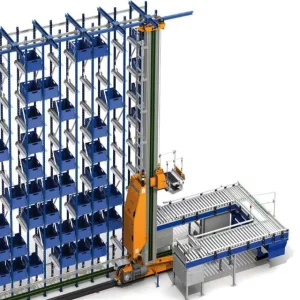
Modern distribution demands a direct link between warehouse logistics and front-of-house store displays. When supply chains utilize advanced configurations like **Very Narrow Aisle (VNA) racking** and **Mini-load AS/RS picking systems**, the speed of replenishment at the Point of Purchase (POP) displays increases significantly. This close alignment helps maintain optimal stock levels on retail shelving systems, preventing out-of-stock scenarios that directly hurt sales.
Consider the logistical path of a high-volume retail SKU: stored efficiently in a **Heavy Duty Double Deep Pallet Rack** system, it is automatically retrieved and placed on a **Carton Flow System** for shipping preparation. Once it reaches the retail outlet, it is displayed on high-durability double-sided gondolas. Because the manufacturer, Nanjing Ciho, controls the fabrication of both structural pallet racks and commercial store shelving, companies benefit from a unified engineering standard across their entire distribution and retail networks.
As global markets work to reduce environmental impact, the retail racking and warehouse storage industry is undergoing significant technological updates. The focus is shifting toward sustainable materials, smart display elements, and modular designs that support zero-waste setups. Nanjing Ciho Racks is actively investing in new processes to meet these changing industry standards.
Transitioning production to lead-free, non-toxic electrostatic powder coatings that emit zero VOCs during curing. This step protects factory technicians and ensures display systems are fully safe for public food-retail settings.
Integrating weight-sensitive sensors and RFID reader paths directly into retail gondola shelving brackets. This enables automated stock tracking and real-time inventory updates on the retail floor.
Utilizing structural design software to engineer thinner yet stronger steel profiles, reducing shipping weights, raw material usage, and transport emissions without sacrificing load capacities.
Purchasing heavy metal racking and commercial shelving from overseas factories requires careful regulatory compliance. Nanjing Ciho Racks ensures every export product is accompanied by certified documentation verifying structural safety. We work closely with local logistics coordinators and structural engineers in Europe, North America, and Southeast Asia to verify that all systems meet municipal safety and building codes.
From seismically active areas requiring specialized thick baseplates to high-density retail malls requiring strict fire safety profiles, our engineering team modifies racking designs to comply with local regulations. Furthermore, our global logistics network handles ocean freight, customs clearances, and overland delivery directly to your facility or construction site, reducing lead times and minimizing potential project delays.
Answering the primary engineering and logistics questions from procurement specialists.
Explore our heavy-duty industrial warehouse systems and commercial retail displays.