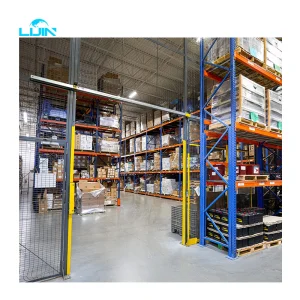
Explore our top-tier industrial warehouse systems engineered to optimize workflow, safety, and inventory throughput.



Modern supply chain optimization is no longer just about storing pallets or wrapping boxes. Today, the design of industrial packing stations and heavy-duty racking ecosystems represents the critical bottleneck of fulfillment operations. High-performance packing operations require dynamic, structural support. The integration of ergonomic workspace setups directly with high-density gravity flows, mezzanine systems, and teardrop racking ensures an uninterrupted material stream, slashing order cycle times and dramatically lowering labor overhead.
By shifting to advanced architectural steel racking structures, enterprise warehouses achieve double-digit increases in square-footage yield. Leveraging cold-rolled Q235 & Q355 structural steel ensures stability under massive loads, providing the physical foundation necessary to sustain heavy machinery, gravity rollers, and automated packing equipment safely and reliably.
Nanjing Ciho Racks Co., Ltd. is a leading professional manufacturer and exporter specializing in industrial warehouse storage systems, heavy-duty racking solutions, and integrated logistics infrastructure. With years of deep engineering expertise in the material handling sector, we deliver scalable, safe, and highly efficient structural frameworks tailored to global procurement demands.
Our comprehensive production facility integrates raw material forming, automated robotic welding, and advanced electrostatic powder coating lines. This enables us to maintain absolute quality control over every structural beam, upright frame, and decking plate we export. From individual packing workspace racking support to multi-tier structural steel mezzanines, we transform complex spaces into streamlined, high-yield assets.
We solve structural issues before they impact your warehouse operations. Our engineering methodology relies on strict compliance standards, state-of-the-art machinery, and customer-first support pipelines:
In a dynamic business landscape, standard shelving systems often fall short. Global supply chains require robust, compliant, and highly configurable physical backbones.
Double your floor footprint vertically. Our heavy-duty platforms seamlessly integrate with packaging tables and downstream gravity chutes to streamline floor layouts without expanding the facility envelope.
Maximize throughput with FIFO (First-In, First-Out) material staging. High-impact roller beds feed parcels directly to packing stations, optimizing picking speed for high-volume operations.
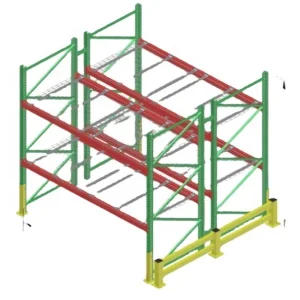
Engineered for seismically active zones and demanding industrial environments. Our teardrop and structural pallet racking systems satisfy rigorous quality regulations, ensuring long-term structural integrity.
Take a closer look at our vertically integrated production facility. Every stage, from raw steel preparation to quality control testing, is optimized for maximum structural reliability.











A closer look at how we design, validate, and manufacture warehouse infrastructure for heavy-duty commercial use.
Our design process relies on Finite Element Analysis (FEA) to simulate load distributions under varying operational dynamics. Our rack uprights feature precision teardrop and slotted profiles, allowing for easy adjustment while maintaining strong interlocking connections.
We coat our racks with thermosetting epoxy-polyester powder, cured at 180°C. This creates a resilient, scratch-resistant barrier that withstands fork truck impacts, chemical exposure, and temperature swings. Our racking systems are built for long-term durability in ambient warehouses and cold-storage facilities alike.
Find answers to common questions about industrial racking, customization options, and global deployment.
We primarily construct our racks using high-strength Q235B and Q355B hot-rolled steel coils. These steel grades deliver the required yield and tensile strength to meet RMI, FEM, and AS4084 standards for heavy-duty industrial storage systems.
Yes. Our teardrop pallet racking systems use standard 2-inch increment hole patterns, making them fully compatible with existing teardrop components from major US manufacturers. This allows you to easily expand your current setup without replacing existing uprights.
Gravity flow racks use inclined roller lanes to automatically move inventory forward as items are picked from the front. This dynamic setup separates loading and picking tasks, ensuring pick faces remain stocked and minimizing travel time for packing operators.
We provide full custom engineering for multi-tier platforms, including custom load capacities (ranging from 300kg/m² to over 1000kg/m²), choice of decking material (steel plate, mesh, or high-density timber), integrated safety handrails, gate access systems, and tailored staircases.
We run physical loading tests on all beams and uprights, alongside finite element analysis (FEA) during design. Every system is built to comply with international standards, including ISO 9001, CE, and RMI recommendations.
For international projects, we provide complete, step-by-step CAD installation layouts, 3D assembly guides, and video instructions. For large-scale installations, we can also dispatch structural technicians to supervise the setup process.
Explore our specialized range of modular supermarket shelves, boltless utility racks, and structural mezzanine solutions.