Engineered to maximize footprint efficiency and structurally certified for heavy-duty operational demands.
Modern distribution networks, localized e-commerce fulfillment centers, and hypermarket chains are facing unprecedented pressures regarding cubic space utilization and operational throughput. Historically, warehouse operations operated on static, single-dimension shelving architectures. Today, the concept of the Modular Display Solution has evolved beyond simple merchandising racks to encompass heavy-duty multi-tier systems, hybrid mezzanine integrations, and dynamic gravity-flow structures.
By integrating structural engineering with flexible modularity, Nanjing Ciho Racks provides the global supply chain with highly configuration-fluid racking systems. These designs reduce system reconfiguration downtime, maximize vertical capacity limits, and seamlessly bridge the gap between back-end warehousing efficiency and front-end commercial merchandise visibility.
The global dominance of Chinese modular racking and display solutions is not merely based on cost efficiency, but on deep industrial cluster integration, raw material accessibility, and rapid manufacturing automation cycles.
A leading authority in structural steel racking engineering, Nanjing Ciho Racks Co., Ltd. design-manufactures warehouse storage systems and retail display solutions for international markets.
Our production facility is equipped with automated stretch forming lines, robotic welding stations, and high-capacity powder coating ovens. We translate customer warehousing requirements into safety-vetted, highly rigid structural installations.
From structural design to raw material validation and packaging, each step is monitored under strict ISO QC protocols.

Raw Materials

Stretch Forming

Cutting

Welding

Painting

Drying

Inspection & Packing

Storage

Continuous cold-rolling and stretch-forming units ensure high dimensional precision, preventing structural variance across large product lines.

Automated multi-axis robotic welders ensure deep penetration, cleaner weld seams, and consistent structural integrity of frame-to-beam connectors.

Numerical control bends plates and sheet metal to perfect angles, guaranteeing modular component compatibility and assembly layout accuracy.
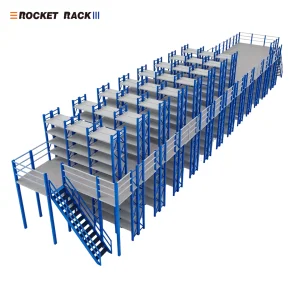
Modern warehouses are no longer just static holding spaces; they are integrated order fulfillment facilities. Companies are pairing standard heavy-duty selective pallet racks with live carton flow systems and mezzanine-level offices to optimize horizontal floor space and vertical clearances simultaneously.
Dynamic supply demands necessitate layout speed. Rivet-based, boltless racking configurations allow non-technical facility operators to scale shelves upwards, downwards, or horizontally without heavy machinery or structural disruption.
As global compliance standards tighten (such as RMI in the Americas and EN standards in Europe), manufacturers must supply verified finite element analysis (FEA) certifications to guarantee structural resilience in zones prone to seismic activity.
Hypermarkets and bulk clubs are eliminating separate off-site storage. High-capacity integrated gondola racks display retail products at eye-level while housing palletized reserve stock directly above, speeding restocking tasks.
How modular engineering translates to localized bottom-line improvements.
The Challenge: High SKU variety, rapid picking cycles, limited facility footprint.
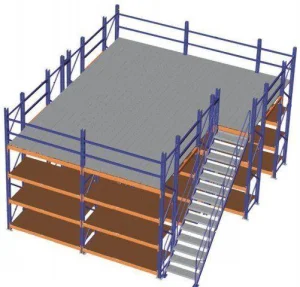
The Solution: Multi-tier steel platform mezzanines integrated with gravity carton-flow tracks. This maximizes vertical warehouse space, doubling or tripling picking lines without extending the facility footprint.
The Challenge: Extremely heavy loads, uneven weight distribution, forklift loading impacts.
The Solution: Selective heavy-duty pallet racking combined with Nesracks. Reinforced corner uprights, safety load beam connectors, and floor anchors protect workers and inventory from accidental forklift impact damage.
The Challenge: High retail consumer traffic, heavy product displays, visual brand alignment.
The Solution: Heavy-duty powder-coated hypermarket shelving with hole back panels. Modular dividers and gravity bin integrations allow retailers to display bulk items cleanly while preserving structural safety in public shopping areas.
The Challenge: Fluid retail footprints, rapid campaign rotations, small-footprint display needs.
The Solution: Customizable double-sided display cabinets with modular wire baskets and light-duty pegboard mounts, optimized for fast product changeovers and high merchandising visibility.
For procurement directors in North America, Europe, and Asia-Pacific, selecting a supplier extends beyond the price per metric ton. It involves strict compliance audits, shipping container load planning, and raw material quality verification. Below are essential parameters Nanjing Ciho Racks guarantees for high-volume corporate contracts:
We provide Mill Test Certificates (MTC) for all incoming raw hot-rolled coils. This ensures structural properties align with local construction mandates. Standard steel profiles undergo rigorous tension tests, yield strength evaluations, and cross-section thickness checks.
We verify pitch accuracy to avoid cumulative tolerances over long runs. Our stamping dies maintain dimensional accuracy within ±0.5mm across the upright length. Deflection ratios under full load are engineered to stay within the L/200 limit (where L represents beam span length).
Shipping components globally requires strategic product nesting. Our logistics teams coordinate packing orders to minimize empty container space. All components are nested and bound with high-tensile steel straps on supportive runners to simplify forklift unloading at destination ports.
Our final quality control audit checks coating adhesion, weld integrity, and dry-film paint thickness (guaranteed average thickness of 60–80 microns). This prevents surface flaking, oxidation, and scratches during installation.
Addressing the technical, structural, and chemical questions of warehouse architects and supply chain operators.
We primarily utilize Q235B and Q355B structural steel, equivalents of ASTM A36 and ASTM A572 Grade 50 respectively. Q355B is selected for high-load columns and heavy-duty beams due to its superior yield strength (355 MPa), which ensures load-bearing reliability and prevents structural buckling under stress.
Safe load capacities are determined using Finite Element Analysis (FEA) modeling, which evaluates dead loads (structure weight) and live loads (moving machinery, pallets, workers). Industrial mezzanines generally range from 300 kg/㎡ to 1000 kg/㎡. Structural calculations must account for the local floor load capacity of the concrete slab before installation.
Electrostatic thermosetting powder coating creates a denser, more uniform barrier than standard wet paint. The cured epoxy-polyester surface offers superior resistance to impacts, chips, moisture, and chemical exposure. It is also an eco-friendly process that avoids VOC emissions during application.
Carton flow systems rely on gravity-fed roller beds tilted at a slight downward slope, typically between 3° and 6°. Boxes are loaded from the rear loading aisle and slide forward to the pick face, creating a First-In, First-Out (FIFO) inventory sequence that improves order selection speed.
Yes, this setup is common in cash-and-carry stores and hypermarkets. The lower levels use light-to-medium-duty gondola shelving for direct retail picking, while the upper structure integrates heavy-duty beams to store reserve pallet stock. This setup saves floor space and simplifies inventory replenishment.
For high-humidity or sub-zero cold-storage facilities, we recommend hot-dip galvanized steel components or custom powder coatings formulated with a zinc-rich primer. This prevents rust formation on surface areas exposed to temperature swings and condensation.
Explore our highly configurable medium and heavy-duty storage catalog.