High-performance industrial warehouse pallet racking configurations engineered to maximize vertical workspace and operational material-handling efficiency.








Modern global logistics require more than simple storage shelving; they demand precision-engineered Heavyweight Pallet Storage Systems that guarantee physical stability, optimized access speed, and long-term durability. For distribution hubs handling bulky cargos, industrial raw materials, and high-volume freight, selection of the structural steel framework forms the foundation of operational safety.
As a leading Chinese designer, manufacturer, and global exporter, Nanjing Ciho Racks Co., Ltd. develops comprehensive storage systems that align directly with structural safety guidelines including the Rack Manufacturers Institute (RMI) standards, FEM 10.2.02 European codes, and Australian AS4084 regulations. By engineering high-yield Q235B and Q355B steel storage profiles, we deliver high-capacity industrial shelving built to withstand the rigorous daily demands of forklift impacts and heavy dynamic loading.
Load Capacity: Safely supports weight ranges from 1,000kg to over 4,000kg per level under dynamic load testing criteria.
Deflection Metrics: Formulated to maintain deflection limits under L/240 conforming to standard international safety safety limits.
Anti-Corrosive Coat: Finished with thermosetting epoxy-polyester powder coating for robust resistance to scratches, chemicals, and moisture.
Seismic Assurance: Designed using customized structural baseplates and anchoring profiles tailored to regional seismic activity zones.
Why global procurement managers source industrial warehouse racking systems directly from our advanced production facilities in Nanjing, China.
Proximity to first-tier Chinese steel production mills guarantees direct access to premium certified Q235B and Q355B structural steel at stable, cost-controlled prices, avoiding high import tariffs on raw steel.
Integrated manufacturing workflows featuring automated roll-forming machines and multi-axis welding robots. This assures exact dimensional tolerances, uniform weld penetration, and rapid batch turnaround.
Our engineering division designs customized warehouse layouts using CAD and SolidWorks modeling to accommodate specific pallet configurations, dynamic logistics patterns, and specific material handling equipment.
Every storage component is engineered under strict quality assurance systems, ensuring long-term reliability and physical load compliance.











Ensuring our heavyweight structures pass international safety and compliance verification.
Navigating global regulatory landscapes requires absolute adherence to structural safety standards. In the US market, designs must meet the structural demands of the Rack Manufacturers Institute (RMI MH16.1), which dictates testing procedures for cold-formed steel rack structures. For European installations, compliance with EN 15512 (FEM 10.2.02) guidelines ensures our installations handle dynamic bending moments and frame destabilization limits safely.
Additionally, we supply custom AS4084 compliant solutions to distributors across Oceania. Each export batch undergoes raw material tension tests, dimensional accuracy checking, and weld penetration testing to verify compliance prior to shipping.
Our quality management division carries out testing programs through each stage of production. From verification of raw steel mill certificates through to dimensional checks of cold-formed profiles, we maintain traceability for all components.
Every shipment is packed using heavy-duty protective materials to prevent transport damage, complete with structural load rating badges for onsite installation. Certified installation manuals and technical design files are provided for local engineers to streamline permitting and sign-off processes.
How our heavyweight racking systems adapt to diverse warehousing and logistics environments worldwide.
Storage Profile: High-density raw steel coils, automotive tooling dies, and heavy machinery spare parts.
Engineering Solution: Heavy-duty open beam selective racking with customized wire mesh decking, heavy steel baseplates, and dynamic impact column guards to resist high forklift force loads.
Storage Profile: Perishable foods, pharmaceutical inventory, and industrial chemical containers.
Engineering Solution: Hot-dip galvanized structural profiles or dynamic roller gravity racks. Low-temperature powder coating treatments prevent sub-zero steel embrittlement down to -30°C.
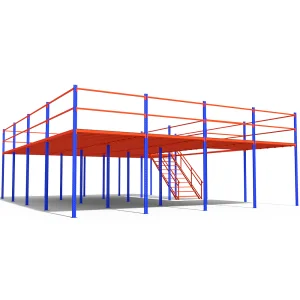
Storage Profile: High-velocity consumer retail stock, electronics, and mixed multi-level pallet storage.
Engineering Solution: Structural mezzanine platform racking configurations integrated with integrated conveyor lanes and heavy-duty stairways to optimize cubic storage space.
Key advancements shaping the future of global supply chains, material handling, and automated warehouse design.
The rise of automated guided vehicles (AGVs), autonomous mobile robots (AMRs), and Automated Storage and Retrieval Systems (AS/RS) is transforming industrial warehouse layout design. Modern storage structures are engineered with precise tolerances to accommodate high-speed automated shuttles. Our production team uses CNC roll-forming lines to manufacture rails and columns with the straightness and alignment required for automated system integration.
As modern warehouse construction expands into seismic regions, the need for earthquake-resistant storage engineering has grown significantly. High-capacity racking requires advanced baseplates, upgraded bracing patterns, and heavy duty floor anchor systems to dissipate kinetic forces, protecting warehouse personnel and inventory in seismic zones.
Answers to common structural design, safety standard, and procurement questions from logistics managers.
Additional custom configurations, display structures, and multi-tier mezzanines engineered for retail, industrial, and hypermarket storage applications.







Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.