Explore our industrial-grade selective systems, gravity flow configurations, and heavy-duty steel mezzanine components certified for worldwide logistics safety.


Understanding structural space limits and structural optimization under macroeconomic shifts in warehousing logistics.
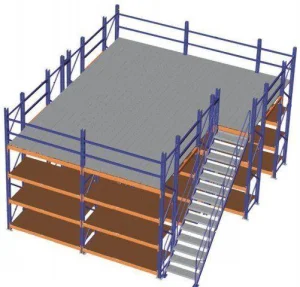
In the contemporary industrial real estate landscape, horizontal expansion has become economically prohibitive. Globally, land values have increased by 40% to 75% in core logistics corridors, forcing developers and operations directors to maximize vertical density. The modern warehouse is no longer just a flat collection of storage lanes; it is a three-dimensional volumetric space. This is where CE Certified Mezzanine Racking Systems establish their value, transforming vertical airspace into high-yield operational zones without the necessity of structural expansion or new building permits.
Modern mezzanine design has advanced significantly beyond simple steel decks placed over selective uprights. Today, industrial platforms must support dense manual picking activities, integrated transport lines, light manufacturing, and automated robotic systems (such as AGVs and AMRs). Designing these systems requires comprehensive engineering calculations, structural integrity assessments under seismic conditions, and alignment with strict global safety protocols—including the European Norm (EN) standards and FEM guidelines.
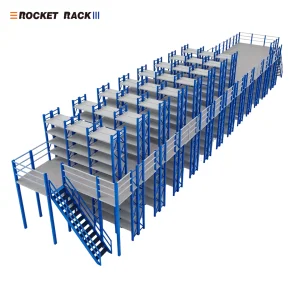
Double or triple your usable facility footprint. Integrate modular mezzanine platforms over existing pallet configurations to construct clean, secondary multi-tiered work floors.
Engineered strictly to EN 15512, EN 1090-1, and Eurocode 3 standards. Every structural platform, bolt configuration, and horizontal beam is rated for dynamic load capacities.
Compatible with multi-tier storage configurations, heavy-duty carton flow, VNA pallet racks, and modern conveyor lines to support diverse fulfillment tasks.
Space Utilization Increase
Premium Certified Steel
European Standard Safety
Exporting Nations Supported
Enterprise procurement departments must prioritize long-term durability, structural compliance, and manufacturing scalability over simple initial unit costs. For projects involving heavy-duty structural steel platforms, key metrics include carbon steel yield strength parameters (such as Q235B vs. Q355B), surface finishing processes (like electrostatic powder coating film thickness and adhesion), and seismic load capacity ratings. Global corporations demand comprehensive structural analysis calculations that consider dead, live, and seismic loads to ensure employee safety and business continuity.
Nanjing Ciho Racks designs systems to prevent structural failure in seismic areas and high-activity warehouses. By utilizing Finite Element Method (FEM) analysis software, our engineers assess critical stress points on racking columns, baseplates, and dynamic floor connections to match localized wind loads and ground conditions.
Our modern manufacturing facility utilizes automated production lines, laser cutting systems, and robot welding cells. This approach ensures consistent dimensional accuracy across multi-tier structures, maintaining tight tolerances that reduce alignment errors during on-site installation.
"Integrating automated electrostatic powder coating lines provides corrosion protection that meets the demand for long service life in harsh environments."
Designed for rapid parcel handling, offering multi-level shelving networks that support barcode scanners, vertical lifts, and gravity conveyor systems.
Heavy-duty structural platforms configured to support heavy machinery, maintenance tooling stations, and dense spare parts inventories.
Corrosion-resistant steel designs that optimize spatial volume to reduce cooling costs in cold storage spaces.
See our factory operations: from raw steel processing to robotic welding and final powder coating.











Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Technical answers to common engineering questions regarding the purchase, design, and deployment of multi-tier steel platforms.
Review our specialized double-deep configurations, very narrow aisle (VNA) systems, and multi-level steel mezzanine structures.