Explore our highly integrated, space-maximizing warehouse rack configurations designed to lower operational footprint and guarantee safety compliance.





As logistics nodes face escalating industrial land valuations and strict regulatory frameworks, the demands placed upon global warehouse storage infrastructures have transformed. High-performance warehousing is no longer just about vertical space storage; it demands structural precision, automated dynamics, and verifiable safety marks. At Nanjing Ciho Racks Co., Ltd., we engineer CE Certified Compact Storage Systems that directly bridge the gap between architectural efficiency and operational reliability.
Designed to scale for distribution hubs, heavy industrial lines, and automated cold stores, our structural engineering is calibrated to the strict performance guidelines established by the European Standard (EN) framework. By integrating advanced raw materials, smart VNA (Very Narrow Aisle) design, and mobile automation, we ensure that modern facilities double their storage density without compromising safety margins.
A professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Dedicated production lines using high-strength steel grades and state-of-the-art roll forming technology to guarantee structural reliability.
Custom structural calculations, seismic adjustments, and site-specific layouts generated by our in-house engineering team.
Fully certified quality workflows ensuring every batch meets ISO 9001 and CE performance guidelines for stress load capacities.
We provide full design customization, integrating precise branding, sizes, colors, and layout integrations based on client designs.
Fast production timelines, efficient marine transport packaging, and complete customs compliance for global distribution.
Extensive field experience in global ports, clear documentation, structural loading manuals, and responsive installation engineering support.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Step-by-step documentation of our structural manufacturing, surface treatment, and quality inspection workflows.











Industrial warehousing is undergoing a fundamental structural transition. Modern global economies, spurred by rapid e-commerce expansion and just-in-time manufacturing, require immediate localization of stock. This paradigm demands that warehouses handle significantly larger volumes of Stock Keeping Units (SKUs) within the same horizontal footprint.
To bypass the massive capital expenditure required for real estate extension, organizations turn to compact configurations. Compact storage systems, including Very Narrow Aisle (VNA) racking, mobile pallet configurations, and multi-tier mezzanine frameworks, condense space consumption by up to 85% compared to traditional broad aisle storage. However, compressing aisle space demands high engineering safety margins.
A racking system is not merely static steel shelving; it is a structural installation supporting thousands of tons of dynamic, high-altitude loads. Inside the European Economic Area (EEA) and other global regions matching these guidelines, a CE mark is mandatory. The CE mark denotes conformity to the directives of safety, health, and environmental protection.
For industrial steel racking, compliance involves adhering to structural design standards like EN 15512 (Steel static storage systems – Adjustable pallet racking systems – Principles for structural design) and EN 15635 (Application and maintenance of storage equipment). Working with a CE certified exporter ensures:
Achieving high-density warehouse storage requires selecting a layout that aligns with product movement characteristics (e.g., FIFO vs. LIFO) and picking frequency. Below is an analytical review of modern compact racking mechanisms:
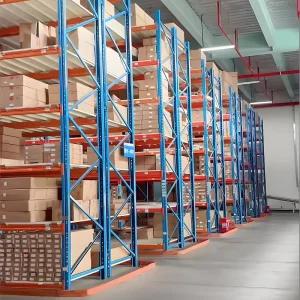
VNA systems reduce standard forklift aisles (typically 3.2 to 4.0 meters wide) down to 1.5 to 1.8 meters. By reclaiming this floor space, warehouses can increase usable storage capacity by up to 50%. The vertical frame structure is erected to heights exceeding 15 meters, utilizing guided VNA trucks (wire-guided or rail-guided) to guarantee collision-free travel.
Mobile pallet racking is the peak of mechanical high-density solutions. Instead of fixed aisles, the racking blocks are mounted on heavy-duty electric mobile bases that run along embedded floor rails. When a specific pallet is requested, the system automatically opens a single operational aisle. This system optimizes space utilization by up to 85% and is widely deployed in industrial cold storages where thermal volume cost is exceptionally high.
For fulfillment hubs handling high-volume manual picking, expanding upwards with multi-level steel mezzanine systems doubles or triples the floor surface area. Built using high-tensile hot-rolled steel beams and robust flooring material, these structures are fully integrated with safety gates, stairs, and vertical lift pathways.
Navigating global compliance requires understanding the specific standards applied in target markets. Nanjing Ciho Racks designs and certifies its storage systems according to regional requirements:
Conforms to EN 15512, EN 15620, and EN 15635 standards. Requires official CE declarations and precise load plaques indicating safe operating parameters.
Calculated in compliance with the Rack Manufacturers Institute (RMI) ANSI MH16.1 specifications, adjusting to specific AISC steel design manuals.
Engineered site-specific calculations factoring in Peak Ground Acceleration (PGA) mapping to reinforce anchor points and upright steel gauges.
The next generation of compact storage systems is closely linked with the rise of the Industrial Internet of Things (IIoT) and warehouse automation. As suppliers of modern structures, we are designing racking frameworks that support:
Select from our range of automated racking, heavy-duty industrial shelving, and specialized commercial store display units.