Engineered to optimize horizontal and vertical footprint constraints while maintaining fast accessibility and safe storage load-bearing capability.




In modern logistics, real estate scarcity and escalating square-meter lease costs dictate structural warehouse design. Across industrial zones globally, structural footprint optimization has evolved from a passive convenience to a mission-critical operating margin necessity. Traditional warehouse layout designs fail to harness vertical potential, wasting up to 60% of total spatial volume. As high-throughput automated and semi-automated logistics become the standard, space-saving racks serve as the structural backbone for global distribution networks.
At Nanjing Ciho Racks Co., Ltd., we engineer precision-engineered warehouse systems designed to resolve the dynamic tension between accessibility and extreme density storage. Incorporating steel profiles that maintain tight yield strengths under peak loaded configurations, our systems reduce structural deflection risks under heavy loads, ensuring dynamic safety and smooth operation.
Implementation of Drive-in and VNA systems reduces operating corridors by up to 50% compared to traditional configurations, shifting structural area to dedicated inventory storage.
Constructed using high-quality steel grades like Q235B and Q355B to deliver load-bearing stability and exceptional resistance to cyclic mechanical fatigue.
An Industry-Leading Manufacturer of Advanced Material Handling and Automated Heavy-Duty Racking Systems.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions. Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Through high-precision robotic assembly, structural cold roll-forming, and computerized powder-coating lines, we ensure high quality across our entire product line.











A professional overview of our core architectural product configurations, loading characteristics, and performance options.
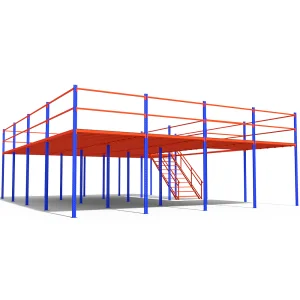
Multi-level mezzanine solutions maximize warehouse vertical height, effectively doubling or tripling storage floor area. Supported by structural steel columns and high-grade decking panels, these systems accommodate dynamic load ratings from 300kg/sqm up to 1000kg/sqm.
Very Narrow Aisle racking minimizes operational forklift lanes to widths of 1.5m to 1.8m, boosting floor space utilization by up to 40% compared to standard configurations. Excellent for high-density, high-bay environments.
Carton live storage systems use sloped roller beds to automatically slide products forward under gravity. This dynamic solution maintains strict First-In, First-Out (FIFO) stock rotation, helping to reduce picking travel times.
At Nanjing Ciho Racks Co., Ltd., industrial safety is integral to our structural engineering process. Racking systems operate under high structural loads, meaning failure to meet engineering codes can lead to critical workplace risks. Our products are fully tested to conform to leading international safety and quality standards, including FEM, RMI, and AS4084.
Our engineering department utilizes finite element analysis (FEA) to model load distributions, structural deflections, and seismic performance for custom rack layouts. This scientific testing ensures that every project conforms to local building and safety regulations, regardless of installation location.
FEM 10.2.02: European Code of Practice for static steel racking design, ensuring structural safety and stability.
RMI ANSI MH16.1: US specification for industrial steel storage racks and structural frame capacities.
AS4084-2012: Australian standard regulating steel storage racking design, installation, and inspection.
ISO 9001:2015: Registered quality management system governing manufacturing processes from design to delivery.
From heavy-duty selective profiles to gravity flow lanes, our systems are built to withstand high cycle frequencies in busy distribution centers.






Supporting procurement managers through layout engineering, customs compliance, and structural verification.
Our engineers generate CAD floor plans and 3D visualization models based on your facility layout, helping to confirm optimal space utilization prior to production.
We source high-grade structural steel from national mills. Each delivery includes mill test certificates (MTC) verifying mechanical yield and tensile properties.
With extensive international export experience, we handle container loading optimization, export customs clearance, and provide assembly instructions for on-site installers.
Common technical questions regarding engineering standards, loading limits, and manufacturing processes.




