Engineered structural racking, gravity flow solutions, and specialized retail exhibition showcases manufactured under rigid global compliance certifications.








In the contemporary B2B supply chain, "Non-Food Displays" represents a massive cross-functional category. It spans from heavy-duty industrial storage racks supporting 2,000kg loads in robotic warehouse environments to highly sophisticated, anti-fingerprint tempered glass museum display showcases and illuminated retail merchandising shelves. Navigating this vast manufacturing landscape requires deep engineering insight, clear knowledge of structural stress compliance, and strategic sourcing partnerships.
Modern global commerce demands spaces that seamlessly integrate storage density and aesthetic appeal. Choosing top-tier factories is not merely about finding a vendor with competitive pricing; it requires selecting a collaborative partner capable of custom mechanical engineering, parametric architectural calculations, and rigorous metallurgic quality assurance. Whether scaling a 10,000-square-meter automated distribution center or rolling out high-end retail displays, structural safety, stability, and longevity must be prioritized.
Understanding the infrastructural, engineering, and logistic advantages that position Chinese manufacturers as global market leaders.
Proximity to first-rate domestic steel manufacturers ensures access to high-strength Q235B and Q355B structural steel, maintaining optimal strength-to-weight ratios and structural integrity.
Highly automated production facilities featuring high-speed roll forming lines, robotic welding stations, and eco-friendly electrodeposition powder coating systems provide consistent dimensional accuracy.
Advanced engineering design teams translate custom layout requirements into CAD models, finite element analysis (FEA) structural simulations, and tailored manufacturing designs.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Surface finish: Epoxy-polyester powder coating (60-80 microns)
Applicable standards: FEM 10.2.02, RMI, AS4084, EN 15512
Steel grade options: SS400, Q235B, Q355B, cold-rolled steel
Welding standard: AWS D1.1/D1.1M structural welding compliant
An inside look at our standardized, state-of-the-art manufacturing stages and continuous automated quality inspections.











Industrial warehousing systems and commercial display structures carry immense structural liability. At Nanjing Ciho Racks Co., Ltd., our engineering principles strictly align with established international safety guidelines to safeguard your personnel and inventory.
European design regulations ensuring maximum frame deflection under uniform pallet loads does not exceed L/200 structural parameters.
Australian safety standard requirements specifying test methods for steel storage racking, including beam-to-upright connector testing.
Finite Element Analysis (FEA) modeling is simulated on custom configurations to withstand specific local zone seismic forces.
Modern supply chains and retail environments operate under diverse operational parameters. Below is how our non-food storage and display systems are deployed across various key market environments:
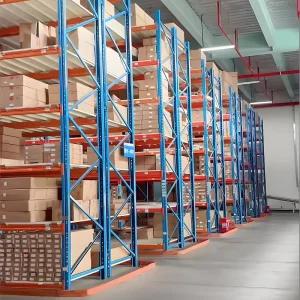
In high-throughput e-commerce operations, space optimization is key. Implementing Pallet Shuttle Racking System configurations reduces forklift transit, maximizes vertical bay density, and increases cold chain thermal efficiency. Highly rigid frame geometries ensure shuttle carts travel smoothly along precision rails.
Heavy machinery and automotive manufacturing plants demand strong, reliable systems. Our Heavy Duty Selective Pallet Racking systems provide standard weight tolerances up to 2000kg per level. Built with Q235B steel uprights and featuring 5-layer anti-corrosion protective coatings, they are designed to perform reliably in demanding, high-humidity industrial environments.
Commercial visual displays demand a high level of aesthetic refinement. From bespoke anti-fingerprint tempered glass museum cabinets to LED-illuminated tobacco retail fixtures, our custom manufacturing capabilities bridge the gap between heavy industrial metallurgy and delicate architectural finishes.
Browse our complete catalog of certified heavy-duty steel shelves, automated VNA systems, and specialized retail shopfitting configurations.






Detailed answers to key engineering, logistical, and production questions surrounding industrial storage racks and commercial display systems.
We primarily utilize Q235B and Q355B high-strength structural carbon steel, equivalents to ASTM A36 and ASTM A572 respectively. To guarantee structural safety, all frames are calculated using Finite Element Method (FEM) analysis based on uniform distributed loads (UDL). Material test certificates (MTC) are generated for every batch of raw coils before entering the automated roll-forming line.
Yes. Our products are designed, engineered, and manufactured in accordance with European FEM 10.2.02 guidelines and Australian AS4084-2012 steel storage racking standards. This compliance covers load calculations, beam-connector safety factor values, and deflection tolerances. CE certifications are provided upon request.
Our metal products undergo a multi-stage pretreatment process: hot alkali degreasing, acid pickling rust removal, surface phosphating, and final clean water rinsing. We then apply an electrostatically baked epoxy-polyester powder coating (60-80 microns thickness). This process delivers strong salt-spray resistance, preventing oxidation even in humid or unconditioned warehouses.
Equipped with automated robotic welding lines and specialized roll forming machines, we process over 1,500 tons of structural steel monthly. Standard project production lead times run between 20 to 30 days post-engineering layout approval. Shipments are loaded securely and packed with cardboard and PET strapping to protect finishes during ocean freight transit.
Yes, our engineering team designs racks tailored to regional seismic activity requirements, incorporating thicker steel profiles, heavy-duty baseplates, and dual-anchor floor systems. For cold storage and blast freezers, we select specialized structural steel grades (such as Q355D) that remain resilient and ductile in sub-zero temperatures.