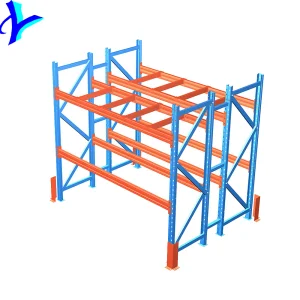
Engineered for maximum space utilization, modular expandability, and structural durability.







A technical assessment of structural adaptiveness, seismic engineering compliance, and automated warehouse integration in modern supply chains.
Modern distribution operations are transitioning from rigid, static storage systems to highly adaptable and dynamic structural architectures. In this context, flexible racking systems represent the backbone of efficient supply chains. The necessity to handle SKU proliferation, rapid seasonal inventory shifts, and changing pallet dimensions has prompted engineering innovations that allow racking structures to be customized, adjusted, and reconfigured with minimal downtime.
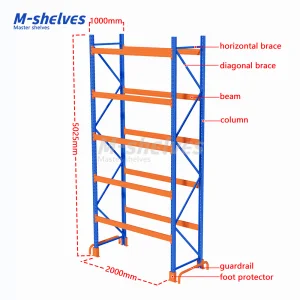
Flexible racking isn't merely a structural steel configuration; it incorporates precise mechanical adjustments—such as boltless teardrop designs, multi-purpose rivet connection interfaces, and modular vertical beam levels. By enabling vertical expansion up to the structural height limit of distribution facilities, enterprise operators can increase volumetric density by up to 60% compared to traditional, non-adjustable frame structures.
To withstand dynamic warehouse stress loads, premium racking systems rely on precise metallurgical compositions and high-end roll-forming techniques. Standard configurations utilize high-tensile hot-rolled or cold-rolled structural steel (commonly grade Q235B or Q355B in Chinese manufacturing, equivalent to S235JR and S355JR under European EN 10025 standards). The mechanical performance criteria of these systems include:
| Technical Specification Parameter | Standard Structural Range | Compliance / Reference Standard |
|---|---|---|
| Steel Grade / Tensile Strength | Q235B to Q355B (370 to 510 MPa yield limit) | GB/T 700 / EN 10025 |
| Deflection Limit (Load Induced) | L/200 to L/300 of the span height | FEM 10.2.02 / RMI Guidelines |
| Powder Coating Thickness | 60 to 90 microns (Electrostatic spray finish) | ISO 2409 / ASTM D3359 |
| Seismic Safety Factor | 1.5 to 1.8 (Dynamic calculations based on zone class) | AS 4084 / ASCE 7 |
Undergoing rigorous processing steps to manufacture premium industrial warehouse storage structures.
Nanjing Ciho Racks Co., Ltd. is a leading manufacturer specializing in heavy-duty warehouse storage structures and customized logistics logistics racking solutions. Utilizing world-class, automated manufacturing technologies, Ciho produces high-integrity racking systems designed to withstand demanding distribution scenarios. Below is a detailed view of the standard manufacturing processes, equipment, and structural inspections conducted at the factory site:











China has consolidated its position as the premier manufacturing hub for heavy industrial logistics equipment. The structural stability, engineering precision, and economic scalability of Chinese factories provide global procurement departments with unmatched structural reliability and commercial viability.
Direct sourcing of premium quality cold-rolled steel coils with consistent tensile strength. Steel chemistry is systematically verified using certified mill test certificates (MTC) to prevent structural flaws under variable loads.
Automated robotic arm welding and continuous multi-stage roll-forming ensure mechanical tolerances within 0.1 mm, preventing misalignment during assembly of structural columns and beams.
Clean electrostatic powder coating lines with pre-treatment washes provide anti-corrosion, humidity resistance, and mechanical resilience for both ambient and cold-chain facilities.
The global material handling industry is undergoing rapid transformation, pushed by e-commerce fulfillment cycles, warehouse automation, and stricter safety compliance regulations. To remain competitive, modern flexible racking designs incorporate key structural adjustments:
Utilizing high-density carton flow and multi-tier mezzanine platform racking to facilitate fast manual picking, continuous inventory replenishment, and high throughput rates.
Specialized structural steel alloys and anti-freezing powder coatings designed to perform reliably at temperatures as low as -30°C, optimizing volumetric storage capacity in climate-controlled spaces.
Heavy-duty pallet racks combined with customized cantilever racking configurations to support oversized components, steel coils, engines, and heavy manufacturing inventory.
For operations directors and logistics procurement professionals, selecting the appropriate racking manufacturer involves assessing key factors. Use this systematic verification framework during the technical evaluation process:
Verify that both static capacity and dynamic load factors are calculated, specifying load parameters per bay and per shelf level.
Ensure the manufacturer provides certifications for international standards such as CE, ISO 9001, AS 4084, and FEM guidelines.
Verify the inclusion of key safety accessories, such as upright protectors, base plates, row spacers, and wire decking mesh panels.
Confirm the manufacturer uses seaworthy packaging, steel frame bundles, and proper bracing to prevent transport damage.
Technical answers to key engineering, installation, and procurement questions.
Heavy-duty configurations designed for high density, seismic stability, and warehouse integration.