Discover our primary heavy-duty storage configurations designed to maximize footprint and optimize operational workflows.







Analyzing the shift from selective storage to dynamic high-density solutions in response to skyrocketing land costs and logistical bottlenecks.
In modern industrial warehouse design, space optimization is no longer just a structural preference; it is a critical commercial mandate. Reverse Flow Racking Systems—globally recognized as Push Back Racking Systems—operate on a dynamic gravity-assisted principle designed to store pallets multiple positions deep. Using nested telescoping carts on inclined rails, this structural format functions on a FILO (First-In, Last-Out) inventory flow pattern, eliminating the vast network of dedicated access aisles required by standard selective pallet systems.
"Across North America, Europe, and Asia-Pacific, real estate development constraints have pushed industrial rental rates up by 25-45% over the past decade. Logistics enterprises and manufacturing plants are turning to OEM/ODM exporters to implement customized systems that increase footprint storage density by up to 90% without compromising retrieval cycle times."
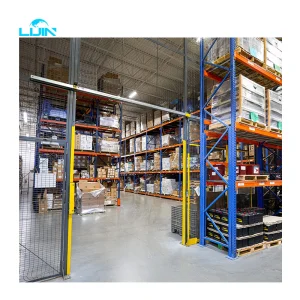
Global commerce relies heavily on cold chain storage, food distribution, pharmaceuticals, and manufacturing buffers. Each of these industries deals with massive volume loads that must be handled with minimal energy expenditure and high spatial yield. Reverse flow configurations provide the ideal bridge, offering higher density than selective racking and better selective accessibility than traditional drive-in racking. Because forklift operators do not need to enter the racking structure itself, safety profiles are heightened, structural maintenance costs drop dramatically, and throughput speeds are enhanced.
A deep dive into the mechanical specifications, weight capacities, safety configurations, and structural integrity guidelines.
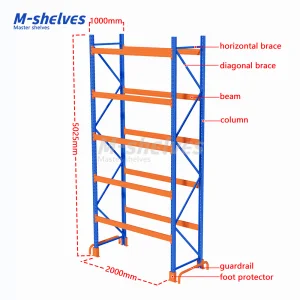
Understanding the physics behind dynamic pallet movement is critical to deploying a safe and efficient push back system. At its core, the system utilizes a series of stacked, nesting steel carts that move along inclined steel rails. The rails are pitched at a precise slope—typically between 2.5% and 3.5%—engineered to allow gravity to smoothly roll the carts back to the aisle face when a preceding pallet is retrieved. Here are the key mechanical modules engineered in high-quality OEM setups:
Calculated precisely to the milliradian depending on target pallet weight (ranging from 500kg to 1,500kg per pallet). Improper slope yields stalled carts or dangerously rapid descent speeds.
OEM systems are built using high-yield structural steel (such as Q235B and Q355B), satisfying RMI (Rack Manufacturers Institute) and FEM European design standards for continuous dynamic loads.
Industrial-grade dynamic wheels with sealed bearings ensure low rolling resistance and resistance to debris, ensuring long operational lifetimes even in sub-zero cold storage facilities.
| Racking Type | Density Level | Access Flow Type | Forklift Damage Risk | Optimal SKU Variety |
|---|---|---|---|---|
| Reverse Flow (Push Back) | High (Up to 90% increase) | FILO (First-In, Last-Out) | Very Low (Forklift stays in aisle) | Medium to High SKUs |
| Selective Pallet Racking | Low (Requires many aisles) | FIFO / LIFO | Low to Medium | High (100% selectivity) |
| Drive-In Racking | Very High | FILO | High (Forklift enters structure) | Low SKU count / High volume |
| Gravity Carton/Pallet Flow | High | FIFO (First-In, First-Out) | Low (Separated load/unload sides) | Low to Medium SKUs |
How advanced robotics, high-grade raw materials, and strict QC protocols establish our global export advantages.
As a leading exporter based in China, we leverage integrated Factory 4.0 principles to ensure high-capacity production output combined with microscopic quality control. The manufacturing journey of high-durability pallet racking systems demands state-of-the-art metalworking processes. Standardizing automation reduces material waste, guarantees structural consistency across thousands of upright frames, and speeds up project lead times from engineering sign-off to overseas delivery.











From structural raw materials inspection to precise robotic welding, each manufacturing stage is optimized for structural integrity. Our computerized roll forming systems handle high-strength steel grades with precision tolerances. Integrated robotic welding stations guarantee consistency on all structural load zones, particularly for critical items like cart rails, dynamic frames, and beam end connectors. Finally, automated electrostatic powder coating provides a robust barrier against abrasion and environmental corrosion, maintaining durability over decades of intensive industrial operations.
Your trusted global engineering partner for custom warehouse storage systems and dynamic logistics infrastructure.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions. Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Direct factory control guarantees the highest structural specifications and competitive direct pricing.
Bespoke system designs calculated for unique load vectors, local seismic codes, and specialized forklift designs.
Equipped with robotic welding units, CNC punch presses, and state-of-the-art continuous cold-rolling production lines.
Seamless customs documentation support, professional packing groups, and onsite setup technical guidance.
Our Mission: To optimize warehouse space and improve logistics efficiency by providing innovative, safe, and reliable storage solutions for customers around the world.
Tailoring design configurations for specific regional regulations, extreme environments, and varying warehouse management systems.
Cold storage space represents some of the most expensive industrial real estate globally. Operating temperature environments (from 0°C to -30°C) demand high-density footprints to reduce cooling costs. Reverse flow racking systems are highly effective here because they restrict forklift traffic to the front loading lanes, saving thermal energy and reducing operator fatigue. Specialized galvanized or low-temperature powder-coated steels are selected to prevent cold-induced structural steel brittleness.
FMCG environments deal with high turnover rates and medium product diversity. By utilizing a 3-deep to 6-deep push back configuration, companies can allocate specific lanes to single SKUs, allowing rapid retrieval while organizing multiple product classes side-by-side in parallel lanes. This provides a balance of speed and storage density that traditional selective or deep drive-in racks cannot match.
Global enterprise procurement demands conformance to local safety legislation. For the North American market, installations must strictly satisfy the Rack Manufacturers Institute (RMI) MH16.1 specifications. In Europe, designs must adhere to EN 15512 structural standards. As an experienced exporter, Nanjing Ciho Racks delivers complete documentation packs, design computations, and material compliance sheets, ensuring streamlined local engineering approval and facility certification.
Answering key structural, operational, and financial questions for procurement managers and system designers.
Explore our expanded heavy-duty product selection, engineered for high industrial throughput and warehouse durability.