Explore our premium structural steel configurations designed to optimize space utilization, secure structural load integrity, and ensure smooth supply chain throughput.







Analyzing key industrial market trends, supply chain dynamics, and regulatory compliance standards for modern high-density warehouse storage systems.
Modern supply chain logistics are undergoing rapid structural shifts. Driven by global e-commerce demands, omnichannel distribution models, and fast-moving industrial processing, warehouses are transitioning from simple product holding spaces to dynamic, high-throughput logistical hubs. Optimization of vertical space is no longer just a target for cost savings; it is now a core competitive strategy for enterprises globally.
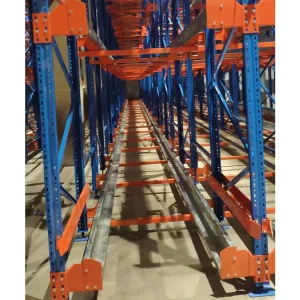
To support this scale, industrial warehouse racking systems must withstand exceptional structural demands. The integration of high-density layouts—such as drive-in racking, cantilever racks, structural multi-level mezzanine platforms, and automated carton flow systems—requires strict adherence to rigorous engineering standards. A structural failure in a warehouse can lead to devastating inventory loss, operational delays, and major safety hazards. Because of these risks, international buyers prioritize structural reliability, high load-bearing steel components, and certified compliance when selecting global racking suppliers.
The Significance of CE Certification (EN 15512): In the European Economic Area (EEA) and major global trade regions, structural storage systems must conform to the CE mark guidelines. Specifically, the EN 15512 standard governs structural design requirements for adjustable pallet racking, validating calculations through physical load-bearing tests. Selecting a CE-certified supplier like Nanjing Ciho Racks ensures your system complies with strict safety and quality standards, protecting your facility, inventory, and staff.
Industrial warehousing requires systems engineered for dynamic loads, seismic resilience, and precise material handling paths. Standard shelves are insufficient for heavy loads and high-frequency warehouse traffic. Heavy-duty pallet racks and mezzanine platforms must be engineered using advanced Finite Element Analysis (FEA) to ensure structural safety under full load conditions.
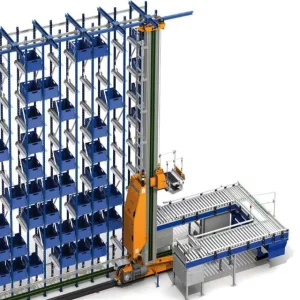
For example, high-bay warehouses using Automated Storage and Retrieval Systems (AS/RS) require tighter deflection tolerances than standard setups. The structural steel frame must maintain vertical alignment within fractions of a millimeter to prevent automated shuttles or crane mechanisms from jamming. Similarly, multi-tier steel mezzanines must support heavy forklift activity, foot traffic, and structural column loads safely. This demands precise steel fabrication, heavy-duty connection nodes, and high-tensile fasteners.
China has long established itself as the global hub for industrial racking fabrication. Suppliers like Nanjing Ciho Racks combine domestic supply chain advantages with advanced automated production lines. Our proximity to major domestic steel plants ensures a consistent supply of premium raw materials, such as certified Q235B and Q355 structural steel grades.
By leveraging automated CNC roll-forming, robotic welding stations, and continuous electrostatic powder-coating systems, we achieve consistent dimensional tolerances while keeping production costs low. This allows global clients to procure customized OEM/ODM storage solutions that meet rigorous European CE, FEM, and American RMI standards, offering high quality at competitive price points.
Furthermore, our integrated supply chain model supports fast turnaround times. From initial structural layouts and structural calculations to component fabrication, container packing, and global shipping, we ensure a smooth procurement path for international projects.

From premium steel coils to durable, precision-finished racking components, our facility maintains complete control over every stage of production.










Customizing industrial storage platforms for specific warehouse footprints, load configurations, and operating environments.
Integrates multi-level mezzanine floors, carton live-flow racks, and longspan light-duty shelving to streamline split-case picking and packing workflows.
Heavy-duty selective pallet racking, teardrop racks, and slide-out sheet drawer systems built to carry heavy raw materials and finished products safely.
Double-sided black matte gondola shelving, outrigger hypermarket storage units, and aesthetic steel display shelves built for high retail traffic.
Selecting the right racking system depends on load profile, floor space limits, and picking requirements. The table below outlines our structural systems:
| Racking System Type | Typical Load Capacity | Ideal Application Scenario | Key Operational Advantage |
|---|---|---|---|
| Heavy Duty Pallet Racks | 1000 - 4000 kg per level | Bulk pallet storage, industrial distribution | Direct access to all pallets, simple stock rotation |
| Steel Mezzanine Platforms | 300 - 1000 kg per m² | Assembly spaces, overhead office space, sorting zones | Doubles usable space without structural building changes |
| Carton Flow & Gravity Systems | 100 - 500 kg per bed | FIFO order picking, e-commerce lines | Automatic product replenishment, fast order picking |
| AS/RS & Shuttle Racking | 500 - 1500 kg per pallet | Automated, high-density cold storage, food & beverage | Minimized aisle requirements, automated inventory control |
| Longspan Shelving | 150 - 350 kg per layer | Manual sorting, auto parts, box storage | Toolless assembly, adjustable deck spacing |
Keeping pace with modern warehousing developments, including automated integration, safety compliance, and custom modular engineering.
Modern distribution hubs increasingly utilize automated vehicle and crane systems. Radio shuttle racking and automated mini-load systems reduce forklift travel times, minimize human error, and maximize density. Nanjing Ciho Racks manufactures high-tolerance steel structures compatible with automated logistics equipment, ensuring precise operation.
Flexibility is vital for growing supply chains. Modular boltless shelves, rivet locks, and adjustable teardrop pallet racking systems allow warehouses to adapt quickly to changing stock volumes. These systems can be easily reconfigured or expanded without costly redesigns.
Warehouses, including cold storages and chemical facilities, face harsh environments. Heavy-duty powder coating, hot-dip galvanization, and anti-dust structures protect steel elements from corrosion, ensuring long-term durability and structural safety.
A trusted global manufacturer and exporter specializing in high-density industrial racking and storage solutions.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
Key factors for procurement officers and logistics managers when selecting international racking suppliers.
When purchasing industrial racking, structural integrity and compliance are paramount. To protect your investment and ensure facility safety, focus on these five key metrics:
Detailed technical answers regarding structural capacity, compliance standards, customization, and installation guidelines.
Explore our range of automated, mobile, and custom-configured racking systems built for modern industrial facilities.