In the modern retail era, hypermarkets are no longer just points of sale; they are complex logistical hubs. CE-certified shelving systems are the backbone of this transformation, providing the structural integrity needed to support high-density inventory while ensuring the safety of millions of consumers globally. From European retail giants to emerging markets in Southeast Asia, the demand for modular, high-load capacity shelving is at an all-time high.
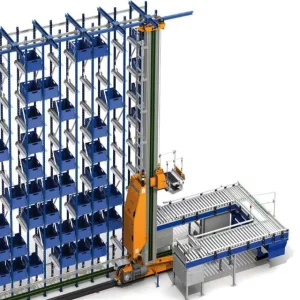
We integrate AI-ready designs into our racking systems. This includes readiness for Electronic Shelf Labeling (ESL), automated inventory tracking sensors, and structural compatibility with AGVs (Automated Guided Vehicles). Our solutions focus on "Hyper-Efficiency," reducing restock times by up to 30% through optimized ergonomic layouts.
Operating as a premium manufacturer, we prioritize EN 15512 and FEM 10.2.02 standards. Our CE certification is not just a label; it represents rigorous destructive testing, seismic stability calculations, and chemical safety checks for powder coatings, ensuring compliance with global environmental protocols.
Understanding that warehouse requirements in North America differ vastly from those in the Middle East, we offer localized engineering support. This includes Local Building Code Compliance (e.g., IBC in the US), on-site installation supervision, and regional distribution networks that ensure rapid replacement part availability.
Our R&D is currently focused on three pillars:
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.











Customized shelving for front-of-house displays that prioritize aesthetics and customer safety, combined with heavy-duty back-room storage for inventory overflow.
Multi-tier mezzanine systems designed for high-frequency picking operations, integrating carton flow racks for FIFO inventory management.
Heavy-duty pallet racking capable of supporting multi-ton loads, optimized for forklift accessibility and vertical space maximization.
Corrosion-resistant steel wood shelving and galvanized racking specifically designed for temperature-controlled environments.
CE Certification ensures that the shelving meets European health, safety, and environmental protection standards. For hypermarkets, this guarantees the structural safety of racks under full load, preventing catastrophic collapses in public spaces.
Yes. Our engineering team uses advanced structural analysis software to design racks that comply with local seismic requirements, adjusting steel thickness and bracing patterns accordingly.
Depending on the scale and customization, production usually takes 3-5 weeks. Our proximity to major shipping ports in China allows for efficient global logistics and transit.
Absolutely. We provide comprehensive OEM/ODM services, from initial 3D conceptualization to private labeling and custom color powder coating to match brand identities.
Carton flow racks utilize gravity to move products to the picking face. This ensures First-In, First-Out (FIFO) rotation, reduces walking distance for staff, and speeds up the restocking process.